





| Ürün: | Dikişsiz Kazan Borusu, Dikişsiz Kazan Borusu |
| Başvuru: | Aşırı ısıtılmış boru hatları, buhar boru hattı, kaynar su borusu için kullanılır |
| Boyut: | Dış Çap: 25-127 mm |
| Ağırlık: 2-12 mm | |
| UZUNLUK: 5,8/6/11,8/12 m | |
| Boru Standardı: | ASTM A192 ASTM A179 ASTM A209 ASTM A210 |
| JIS G3461 JIS G3462 JIS3463 DIN17175 EN 10216-2 | |
|
A213 T5,T9,T11,T22,T91 |
|
|
|
|
 giriş _
giriş _
Kazan boruları dikişsiz borulardır ve karbon çeliği veya alaşımlı çelikten yapılmıştır. Buhar kazanlarında, elektrik üretiminde yaygın olarak kullanılırlar.
fosil yakıt tesisleri, endüstriyel işleme tesisleri, elektrik santralleri vb. kazan boruları orta basınçlı kazan borusu veya yüksek basınçlı kazan borusu olabilir.
Kazan borusu çeşitleri

ASTM A179 Kazan Çelik Boruları/Tüpleri ASTM A192 Kazan Dikişsiz Çelik Borular

Yüksek Basınçlı Kazan Çelik Boruları Alçak Basınçlı Kazan Çelik Boruları
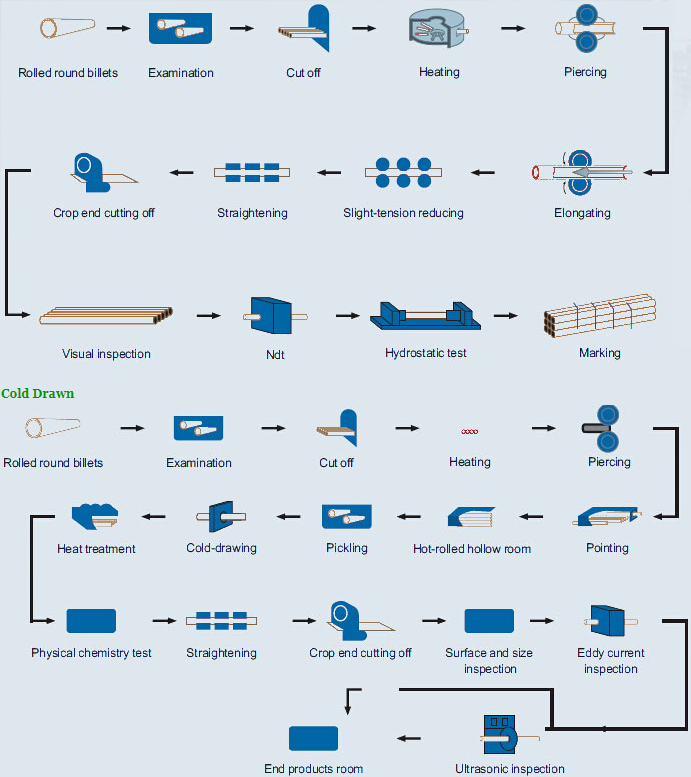
Üretim yöntemleri
Orta ve yüksek basınçlı kazan çelik borusunun üretim yöntemi dikişsiz çelik boru ile aynıdır ancak dikkat edilmesi gereken bazı önemli üretim süreçleri vardır.
İnce çekme, parlak yüzey, sıcak haddeleme, soğuk çekme, ısıyla genleşme
Uygulama: Esas olarak Yüksek Kaliteli Alaşımlı Çelik Kazan Borusu, aşırı ısıtılmış boru hatları, buhar boru hattı, kaynar su borusu, Isı Değişimli Boru, Petrol ve Kimya Endüstrisi için Yüksek Basınçlı Buhar Borusu yapmak için kullanılır.
Ana Sınıf: Yüksek Kaliteli Alaşımlı Boru Sınıfı: P1, P2, P5, P9, P11, P22, P91, P92 vb.
Standart: ASTM A192 ASTM A179 ASTM A209 ASTM A210; JIS G3461 JIS G3462 JIS3463 DIN17175 EN 10216-2; A213 T5,T9,T11,T22,T91

Şartname
|
Boyut |
Duvar Kalınlığı (mm) |
|||||||||||||
|
Dış Çap (mm) |
2 |
2.5 |
3 |
3.5 |
4 |
4.5 |
5 |
6 |
6.5-7 |
7.5-8 |
8.5-9 |
9.5-10 |
11 |
12 |
|
Φ25-Φ28 |
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
|
Φ32 |
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ34-Φ36 |
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ38 |
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ40 |
|
|
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ42 |
|
|
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ45 |
|
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
Φ48-Φ60 |
|
|
● |
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
Φ63,5 |
|
|
|
● |
● |
● |
● |
● |
● |
● |
|
|
|
|
|
Φ68-Φ73 |
|
|
|
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
Φ76 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ80 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ83 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ89 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ95 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ102 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ108 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ114 |
|
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ121 |
|
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ127 |
|
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
Kazan borularında uygulanan ısıl işlem yöntemleri
Ölçek
Çelik Boru Hidrolik Olarak Tek Tek Test Edilmelidir. Maksimum Test Basıncı 20 MPa'dır. Test Basıncı Altında Stabilizasyon Süresi 10 S'den Az Olmamalı ve Çelik Boru Sızıntı Yapmamalıdır.
Kullanıcı Kabul Ettikten Sonra Hidrolik Test, Girdap Akımı Testi veya Manyetik Akı Kaçak Testi ile Değiştirilebilir.
Tahribatsız muayene:
Daha Fazla Muayene Gerektiren Boruların Tek Tek Ultrasonik Olarak Muayene Edilmesi Gerekmektedir. Müzakere Tarafın Rızasını Gerektirdikten ve Sözleşmede Belirtildikten Sonra Diğer Tahribatsız Muayeneler Eklenebilir.
Düzleştirme Testi:
Dış Çapı 22 Mm'den Büyük Borular Düzleştirme Testine Tabi Tutulacaktır. Deneyin Tamamı Boyunca Görünür Delaminasyon, Beyaz Noktalar veya Yabancı Maddeler Oluşmamalıdır.
Sertlik testi:
P91, P92, P122 ve P911, Brinell, Vickers veya Rockwell Sınıflarındaki Borular İçin Her Partiden Bir Numune Üzerinde Sertlik Testleri Yapılacaktır
Bükme testi:
Çapı NPS 25'i Aşan ve Çapının Et Kalınlığına Oranı 7,0 veya Daha Az Olan Borular İçin Yassılaştırma Testi Yerine Bükme Testine Tabi Tutulacaktır. Çapı NPS 10'a Eşit veya NPS 10'u Aşan Diğer Borulara Alıcının Onayına Tabi Olarak Yassılaştırma Testi Yerine Bükme Testi Yapılabilir
Fabrikamız
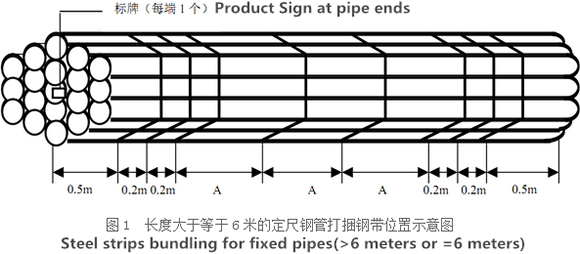
Paketleme
Bir boruyu paketlemek için muhtemelen yüzlerce farklı yöntem vardır ve bunların çoğu değerlidir, ancak paslanmayı önlemek ve deniz taşımacılığı güvenliğini sağlamak için herhangi bir yöntemin çalışması için hayati önem taşıyan iki prensip vardır. Paketlememiz müşterilerin her türlü ihtiyacını karşılayabilir.
 w
w

Üretim Süreci
Teçhizat





Herhangi bir sorunuz ve sorunuz varsa lütfen United Steel Industry Co., Ltd ile iletişime geçin.
her zaman. Şimdiden teşekkürler. Hoş geldin! E-posta: Sales@united-steel.com



