



| منتج: | أنابيب الغلايات غير الملحومة، أنابيب الغلايات غير الملحومة |
| طلب: | تستخدم لخطوط الأنابيب شديدة السخونة، وخطوط أنابيب البخار، وأنبوب الماء المغلي |
| مقاس: | القطر الخارجي: 25-127 ملم |
| الوزن: 2-12 ملم | |
| الطول: 5.8/6/11.8/12 م | |
| معيار الأنابيب: | أستم A192 أستم A179 أستم A209 أستم A210 |
| جيس G3461 جيس G3462 JIS3463 DIN17175 إن 10216-2 | |
|
A213 T5، T9، T11، T22، T91 |
|
|
|
|
|
|
|
|
|
|
|
|
|
 أنا مقدمة
أنا مقدمة
أنابيب الغلايات عبارة عن أنابيب غير ملحومة ومصنوعة من الفولاذ الكربوني أو سبائك الصلب. وتستخدم على نطاق واسع في الغلايات البخارية، لتوليد الطاقة،
في محطات الوقود الأحفوري، ومحطات المعالجة الصناعية، ومحطات الطاقة الكهربائية، وما إلى ذلك. يمكن أن تكون أنابيب الغلايات إما أنابيب غلايات متوسطة الضغط أو أنابيب غلايات عالية الضغط.
أنواع أنابيب الغلايات

ASTM A179 أنابيب وأنابيب فولاذية للغلايات ASTM A192 أنابيب الصلب غير الملحومة للغلايات

غلايات الضغط العالي مواسير الصلب غلايات الضغط المنخفض مواسير الصلب
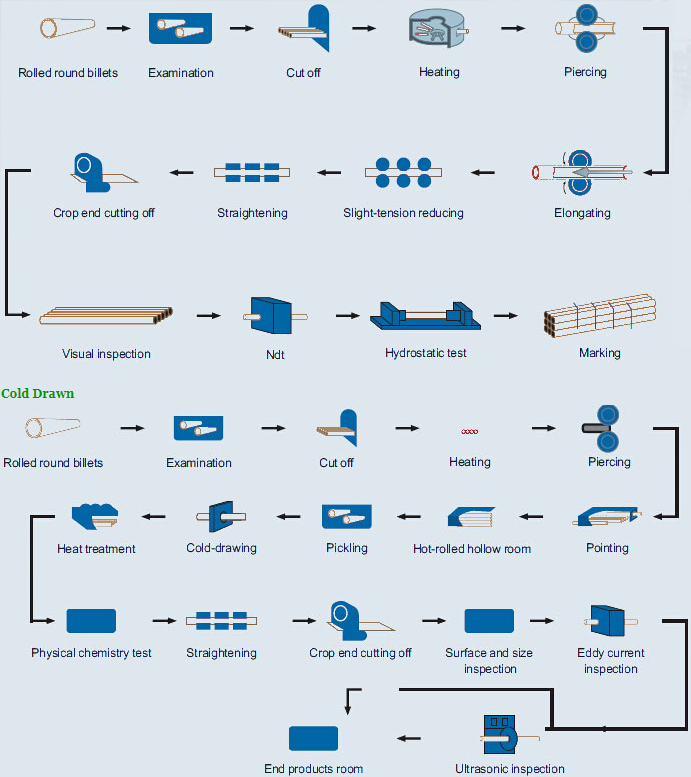
طرق التصنيع
طريقة تصنيع الأنابيب الفولاذية للغلايات ذات الضغط المتوسط والعالي هي نفس طريقة تصنيع الأنابيب الفولاذية غير الملحومة، ولكن هناك بعض عمليات التصنيع الرئيسية التي يجب ملاحظتها
رسم ناعم، سطح مشرق، درفلة ساخنة، مسحوب على البارد، تمدد حراري
التطبيق: يتم استخدامه بشكل رئيسي لتصنيع أنابيب غلايات فولاذية ذات جودة عالية، وخطوط أنابيب شديدة السخونة، وخطوط أنابيب البخار، وأنابيب الماء المغلي، وأنابيب التبادل الحراري، وأنابيب البخار ذات الضغط العالي لصناعة البترول والكيماويات.
الصف الرئيسي: درجة أنابيب السبائك عالية الجودة: P1، P2، P5، P9، P11، P22، P91، P92 إلخ
المعيار: ASTM A192 ASTM A179 ASTM A209 ASTM A210؛ جيس G3461 جيس G3462 JIS3463 DIN17175 إن 10216-2؛ A213 T5، T9، T11، T22، T91

تخصيص
|
مقاس |
سمك الجدار (مم) |
|||||||||||||
|
التطوير التنظيمي (مم) |
2 |
2.5 |
3 |
3.5 |
4 |
4.5 |
5 |
6 |
6.5-7 |
7.5-8 |
8.5-9 |
9.5-10 |
11 |
12 |
|
Φ25-Φ28 |
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
|
Φ32 |
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ34-Φ36 |
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ38 |
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ40 |
|
|
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ42 |
|
|
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ45 |
|
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
Φ48-Φ60 |
|
|
● |
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
Φ63.5 |
|
|
|
● |
● |
● |
● |
● |
● |
● |
|
|
|
|
|
Φ68-Φ73 |
|
|
|
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
Φ76 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ80 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ83 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ89 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ95 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ102 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ108 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ114 |
|
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ121 |
|
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ127 |
|
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
طرق المعالجة الحرارية المطبقة في أنابيب الغلايات
امتحان
يجب اختبار الأنابيب الفولاذية هيدروليكيًا واحدًا تلو الآخر. الحد الأقصى لضغط الاختبار هو 20 ميجا باسكال. تحت ضغط الاختبار، يجب ألا يقل وقت التثبيت عن 10 ثوانٍ، ويجب ألا يتسرب الأنبوب الفولاذي.
بعد موافقة المستخدم، يمكن استبدال الاختبار الهيدروليكي باختبار التيار الدوامي أو اختبار تسرب التدفق المغناطيسي.
اختبار غير مدمر:
يجب فحص الأنابيب التي تتطلب مزيدًا من الفحص بالموجات فوق الصوتية واحدًا تلو الآخر. بعد أن يتطلب التفاوض موافقة الطرف ويتم تحديده في العقد، يمكن إضافة اختبارات أخرى غير إتلافية.
اختبار التسطيح:
يجب أن تخضع الأنابيب التي يزيد قطرها الخارجي عن 22 ملم لاختبار التسطيح. لا ينبغي أن يحدث أي انفصال واضح أو بقع بيضاء أو شوائب أثناء التجربة بأكملها.
اختبار الصلابة:
بالنسبة للأنابيب من الدرجات P91، P92، P122، وP911، يجب إجراء اختبارات صلابة برينل أو فيكرز أو روكويل على عينة من كل دفعة
اختبار الالتواء:
بالنسبة للأنابيب التي يتجاوز قطرها NPS 25 والتي تبلغ نسبة قطرها إلى سمك الجدار 7.0 أو أقل، يجب أن تخضع لاختبار الانحناء بدلاً من اختبار التسطيح. يمكن إجراء اختبار الانحناء للأنابيب الأخرى التي يساوي قطرها أو يتجاوز NPS 10 بدلاً من اختبار التسطيح بشرط موافقة المشتري
مصنعنا
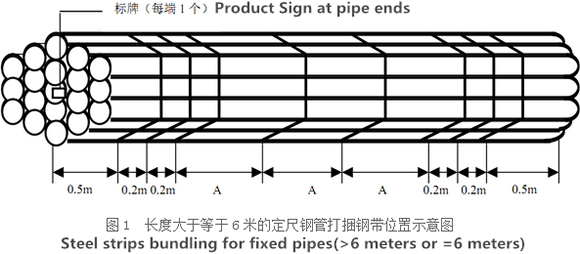
التعبئة
من المحتمل أن يكون هناك مئات من الطرق المختلفة لتعبئة الأنابيب، ومعظمها له ميزة، ولكن هناك مبدأين أساسيين لأي طريقة عمل لمنع الصدأ وأمن النقل البحري. التعبئة لدينا يمكن أن تلبي أي احتياجات للعملاء.
 ث
ث

عملية التصنيع
معدات





إذا كان لديك أي استفسارات وأسئلة، يرجى الاتصال بشركة United Steel Industry Co.,Ltd
في أي وقت. شكرا لك مقدما. مرحباً! البريد الإلكتروني: Sales@united-steel.com


