



| Ürün: | Dikişsiz Paslanmaz Çelik Boru, Paslanmaz Çelik Dikişsiz Boru |
| Boyut: | Dış Çap: 3-2500 mm |
| Ağırlık: 1,0-150 mm | |
| UZUNLUK: 5,8/6/11,8/12m | |
| Boru Standardı: | ASTM A213, ASTM A312, ASTM A269, ASTM A778, ASTM A789 |
| DIN 17456,DIN17457,DIN | |
| EN 10216, BS 3605, JIS 3459, JIS3463, GOS T9941 | |
| Malzeme: | 304/L,316/L,201,202,301,347/H,316Ti,309s,310s |
| İşlem: | Soğuk çekilmiş, Soğuk haddelenmiş, Hassas Haddelenmiş |
| Sona ermek: | Tavlanmış ve salamura edilmiş, parlak tavlama, cilalı |
 giriş _
giriş _
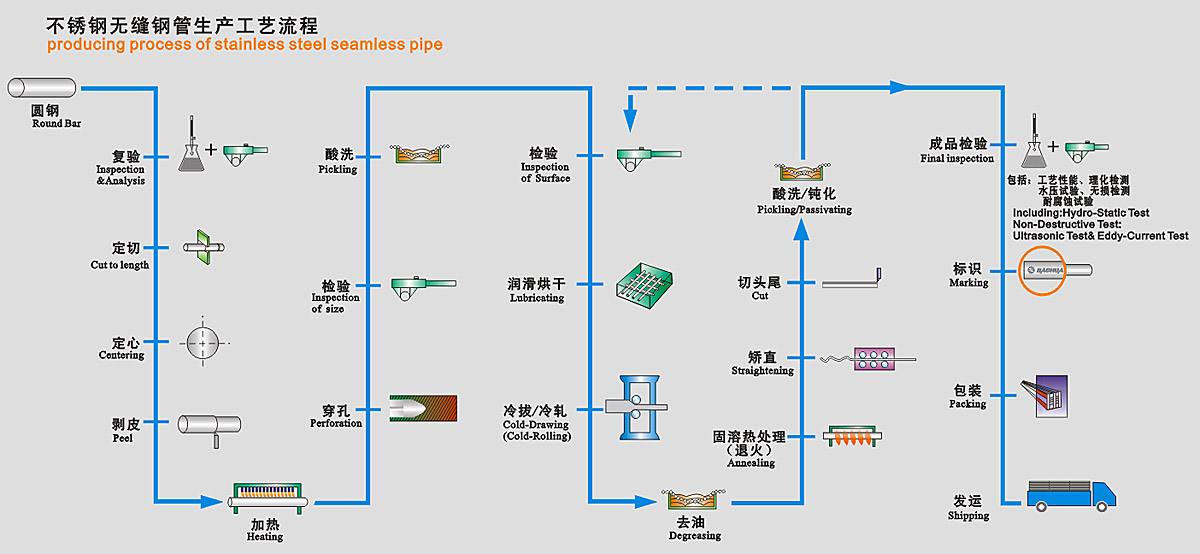
Paslanmaz çelik dikişsiz boru, katı bir kütükten üretilir ve standart spesifikasyonlara göre bir boru oluşturmak için kütüğün merkezi ve dışı işlenir.
Paslanmaz çelik boru öncelikle sıvıların veya gazların taşınmasına yönelik boru sistemlerinde kullanılır. Paslanmaz çelik boru oksidasyona karşı dayanıklıdır, bu da onu yüksek sıcaklık ve kimyasal uygulamalara uygun, az bakım gerektiren bir çözüm haline getirir. Kolayca temizlenip sterilize edilebildiği için paslanmaz çelik borular yiyecek, içecek ve farmasötik uygulamaları içeren uygulamalar için de tercih edilmektedir.
|
Ürün |
Paslanmaz Çelik Dikişsiz Boru, SS SMLS Boru |
|
Boyut |
Dış Çap: 6 mm'den 710 mm'ye |
|
Ağırlık: 0,6 mm - 48 mm |
|
|
UZUNLUK: 5,8/6/11,8/12m |
|
|
Standart |
ASTM A213, ASTM A312, ASTM A269, ASTM A778, ASTM A789 |
|
DİN 17456, DİN 17457 |
|
|
EN 10216, BS 3605, JIS 3459, JIS3463 |
|
|
Malzeme |
304,304/L,304H,310/S,310H,316,316L,321,321H ,309,2205,2507,32760,904L,S31254,253MA |
|
İşlem |
Soğuk çekilmiş, Soğuk haddelenmiş, Hassas Haddelenmiş |
|
Sona ermek |
Tavlanmış ve salamura edilmiş, parlak tavlama, cilalı |
Şartname
|
ASTM A213 |
Dikişsiz Ferritik ve Östenitik Alaşımlı Çelik Kazan, Kızdırıcı ve Isı Eşanjör Boruları (1/8”-5”) için Standart Şartname |
|
ASTM A312 |
Dikişsiz ve Kaynaklı Östenitik Paslanmaz Çelik Borular için Standart Şartname |
|
ASTM A269 |
Genel Hizmete Yönelik Dikişsiz ve Kaynaklı Östenitik Paslanmaz Çelik Borular için Standart Şartname |
|
ASTM A268 |
Genel Hizmete Yönelik Dikişsiz ve Kaynaklı Ferritik ve Martensitik Paslanmaz Çelik Borular için Standart Şartname |
|
ASTM A270 |
Dikişsiz ve Kaynaklı Östenitik Paslanmaz Çelik Sıhhi Borular için Standart Şartname |
|
ASTM A249 |
Kaynaklı Östenitik Çelik Kazan, Kızdırıcı, Isı Eşanjörü ve Kondenser Boruları için Standart Şartname |
|
ASTM A376 |
Yüksek Sıcaklık Merkezi İstasyon Hizmeti için Dikişsiz Östenitik Çelik Boru için Standart Şartname |
|
ASTM A632 |
Genel Hizmete Yönelik Dikişsiz ve Kaynaklı Östenitik Paslanmaz Çelik Boru (Küçük Çaplı) Şartnamesi |
|
ASTM A789 |
Genel Hizmete Yönelik Dikişsiz ve Kaynaklı Ferritik/Östenitik Paslanmaz Çelik Boru Şartnamesi |
|
ASTM A1016/A1016M |
Ferritik Alaşımlı Çelik, Östenitik Alaşımlı Çelik ve Paslanmaz Çelik Borular için Genel Gereksinimlere İlişkin Standart Şartname |
Paslanmaz çelik dikişsiz boru Kimyasal Bileşen
|
Tip |
Seviye |
Seviye |
Kimyasal Bileşen % |
||||||||||||||
|
C |
CR |
Ni |
Mn |
P |
S |
Ay |
Si |
Cu |
N |
Diğer |
|||||||
|
östenitik |
201 |
SUS201 |
≤0,15 |
16.00-18.00 |
3.50-5.50 |
5.50 – 7.50 |
≤0,060 |
≤0,030 |
- |
≤1,00 |
- |
≤0,25 |
- |
||||
|
304 |
1.4301 |
≤0,07 |
17.00-19.00 |
8.00-10.00 |
≤2,00 |
≤0,045 |
≤0,030 |
- |
≤1,00 |
- |
- |
- |
|||||
|
304L |
1.4307 |
≤0,030 |
18.00-20.00 |
8.00-10.00 |
≤2,00 |
≤0,045 |
≤0,030 |
- |
≤1,00 |
- |
- |
- |
|||||
|
304 saat |
1.4948 |
0.04-0.10 |
18.00-20.00 |
8.00-10.00 |
≤2,00 |
≤0,045 |
≤0,030 |
- |
≤1,00 |
- |
- |
- |
|||||
|
309 |
1.4828 |
≤0,20 |
22.00-24.00 |
12.00-15.00 |
≤2,00 |
≤0,045 |
≤0,030 |
- |
≤1,00 |
- |
- |
- |
|||||
|
309S |
* |
≤0,08 |
22.00-24.00 |
12.00-15.00 |
≤2,00 |
≤0,045 |
≤0,030 |
- |
≤1,00 |
- |
- |
- |
|||||
|
310 |
1.4842 |
≤0,25 |
24.00-26.00 |
19.00-22.00 |
≤2,00 |
≤0,045 |
≤0,030 |
- |
≤1,50 |
- |
- |
- |
|||||
|
310S |
* |
≤0,08 |
24.00-26.00 |
19.00-22.00 |
≤2,00 |
≤0,045 |
≤0,030 |
- |
≤1,50 |
- |
- |
- |
|||||
|
314 |
1.4841 |
≤0,25 |
23.00-26.00 |
19.00-22.00 |
≤2,00 |
≤0,045 |
≤0,030 |
- |
1.50-3.00 |
- |
- |
- |
|||||
|
316 |
1.4401 |
≤0,08 |
16.00-18.50 |
10.00-14.00 |
≤2,00 |
≤0,045 |
≤0,030 |
2.00-3.00 |
≤1,00 |
- |
- |
- |
|||||
|
316L |
1.4404 |
≤0,030 |
16.00-18.00 |
10.00-14.00 |
≤2,00 |
≤0,045 |
≤0,030 |
2.00-3.00 |
≤1,00 |
- |
- |
- |
|||||
|
316Ti |
1.4571 |
≤0,08 |
16.00-18.00 |
10.00-14.00 |
≤2,00 |
≤0,045 |
≤0,030 |
2.00-3.00 |
≤1,00 |
- |
0,1 |
Ti5(C+N)~0,70 |
|||||
|
317 |
* |
≤0,08 |
18.00-20.00 |
11.00-15.00 |
≤2,00 |
≤0,045 |
≤0,030 |
3.00-4.00 |
≤1,00 |
- |
0,1 |
- |
|||||
|
317L |
1.4438 |
≤0,03 |
18.00-20.00 |
11.00-15.00 |
≤2,00 |
≤0,045 |
≤0,030 |
3.00-4.00 |
≤1,00 |
- |
0,1 |
- |
|||||
|
321 |
1.4541 |
≤0,08 |
17.00-19.00 |
9.00-12.00 |
≤2,00 |
≤0,045 |
≤0,030 |
- |
≤1,00 |
- |
- |
Ti5(C+N)~0,70 |
|||||
|
321H |
* |
0.04-0.10 |
17.00-19.00 |
9.00-12.00 |
≤2,00 |
≤0,045 |
≤0,030 |
- |
≤1,00 |
- |
- |
Ti5(C+N)~0,70 |
|||||
|
347 |
1.4550 |
≤0,08 |
17.00-19.00 |
9.00-12.00 |
≤2,00 |
≤0,045 |
≤0,030 |
- |
≤1,00 |
- |
- |
Nb≥10*C%-1,10 |
|||||
|
347H |
1.494 |
0.04-0.10 |
17.00-19.00 |
9.00-12.00 |
≤2,00 |
≤0,045 |
≤0,030 |
- |
≤1,00 |
- |
- |
Nb≥10*C%-1,10 |
|||||
|
xm-19 |
Nitronik50 |
≤0,06 |
20.50-23.50 |
11.50-13.50 |
4.0-6.0 |
≤0,045 |
≤0,030 |
1.50-3.00 |
≤1,00 |
- |
0.2-0.4 |
Not:0,10-0,30 V:0,10-0,30 |
|||||
|
904L |
N08904 |
≤0,02 |
19.0-23.0 |
23.0-28.0 |
4.0-5.0 |
≤0,045 |
≤0,035 |
|
≤1,00 |
|
0,1 |
Cu:1.0-2.0 |
|||||
|
Dubleks |
2205 |
S32205 |
≤0,03 |
22.0-23.0 |
4.5-6.5 |
≤2,00 |
≤0,030 |
≤0,020 |
3.0-3.5 |
≤1,00 |
- |
0.14-0.20 |
|
||||
|
2507 |
S32750 |
≤0,03 |
24.0-26.0 |
6.0-8.0 |
≤1,20 |
≤0,035 |
≤0,020 |
3.0-5.0 |
≤0,80 |
0,5 |
0.24-0.32 |
|
|||||
|
* |
S32760 |
≤0,03 |
24.0-26.0 |
6.0-8.0 |
≤1,00 |
≤0,030 |
≤0,010 |
3.0-4.0 |
≤1,00 |
0,5-1,00 |
0.2-0.3 |
|
|||||
|
2304 |
S32304 |
≤0,03 |
21,5-24,5 |
3.0-5.5 |
≤2,50 |
≤0,040 |
≤0,030 |
0,05-0,6 |
≤1,00 |
0,05-0,6 |
0.05-0.2 |
|
|||||
|
329 |
1.4460 |
≤0,08 |
23.00-28.00 |
2.00-5.00 |
≤1,00 |
≤0,040 |
≤0,030 |
1.00-2.00 |
≤0,75 |
- |
- |
|
|||||
|
Ferrit |
409 |
S40900 |
≤0,03 |
10.50-11.70 |
0,5 |
≤1,00 |
≤0,040 |
≤0,020 |
- |
≤1,00 |
- |
≤0,030 |
Ti6(C+N)~0,50 Nb:0,17 |
||||
|
430 |
1Cr17 |
≤0,12 |
16.00-18.00 |
- |
≤1,0 |
≤0,040 |
≤0,030 |
- |
≤1,0 |
- |
- |
- |
|||||
|
446 |
S44600 |
≤0,20 |
23.00-27.00 |
0,75 |
≤1,5 |
≤0,040 |
≤0,030 |
1.50-2.50 |
≤1,00 |
- |
≤0,25 |
- |
|||||
|
Martenzit |
410 |
1Cr13 |
0.08-0.15 |
11.50-13.50 |
0,75 |
≤1,00 |
≤0,040 |
≤0,030 |
- |
≤1,00 |
- |
- |
- |
||||
|
420 |
2Cr13 |
≥0,15 |
12.00-14.00 |
- |
≤1,00 |
≤0,040 |
≤0,030 |
- |
≤1,00 |
- |
- |
- |
|||||
|
440C |
11Cr17 |
0,95-1,20 |
16.00-18.00 |
- |
≤1,00 |
≤0,040 |
≤0,030 |
0,75 |
≤1,00 |
- |
- |
- |
|||||
|
PH |
630 |
17-4PH |
≤0,07 |
15.00-17.50 |
3.00-5.00 |
≤1,00 |
≤0,035 |
≤0,030 |
- |
≤1,00 |
3.00-5.00 |
- |
Not 0,15-0,45 |
||||
|
631 |
17-7PH |
≤0,09 |
16.00-18.00 |
6.50-7.50 |
≤1,00 |
≤0,035 |
≤0,030 |
- |
≤1,00 |
≤0,50 |
- |
Al 0,75-1,50 |
|||||
|
632 |
15-5PH |
≤0,09 |
14.00-16.00 |
3.50-5.50 |
≤1,00 |
≤0,040 |
≤0,030 |
2.00-3.00 |
≤1,00 |
2,5-4,5 |
- |
Al 0,75-1,50 |
|||||
|
Seviye |
Gerilme direnci |
Verim Noktası |
EL. Min(%) |
Rockwell |
|||||||||||||
|
Min(Mpa) |
Min(Mpa) |
Maksimum |
|||||||||||||||
|
TP 304 |
515 |
205 |
35 |
90 |
|||||||||||||
|
TP 304H |
550 |
240 |
35 |
90 |
|||||||||||||
|
TP 304L |
485 |
170 |
35 |
90 |
|||||||||||||
|
TP 309S |
515 |
205 |
35 |
90 |
|||||||||||||
|
TP 310S |
515 |
205 |
35 |
90 |
|||||||||||||
|
TP 316 |
515 |
205 |
35 |
90 |
|||||||||||||
|
TP 316L |
485 |
170 |
35 |
90 |
|||||||||||||
|
TP 316Ti |
515 |
205 |
35 |
90 |
|||||||||||||
|
TP 317 |
515 |
205 |
35 |
90 |
|||||||||||||
|
TP 321 |
515 |
205 |
35 |
90 |
|||||||||||||
|
TP 321H |
515 |
205 |
35 |
90 |
|||||||||||||
|
TP 347 |
515 |
205 |
35 |
90 |
|||||||||||||
|
TP 347H |
515 |
205 |
35 |
90 |
|||||||||||||
Katma değerli hizmetler
AÇMA
Pah Verme Paslanmaz Çelik boruların bir ucu açılıdır, böylece tamamlayıcı bir boru ucuyla eşleşir. Paslanmaz çelik boruların kaynaklanmasını kolaylaştırmak amacıyla belirli uygulamalar için borulara eğim verilebilir, bu da elle kesmeye kıyasla kaynak hazırlığı süresinden ve paradan tasarruf sağlar.
ISIL İŞLEM VE TAVLAMA
Eastern Steel, bazı 400 serisi paslanmaz çelik dikişsiz borulara ısıl işlem uygulayabilmektedir. Isıl işlem, işlenen metalin kimyasına bağlı olarak sertleşmenin bir sonucu olarak stresi gerçekleştirir. Isıl işlem ayrıca temperleme, söndürme, normalleştirme ve çözelti tavlama için de kullanılır.
HONLAMA & TORNALAMA
Honlama/tornalama işlemi sırasında aşındırıcı dönen bir alet, bir silindirin, borunun veya tüpün iç yüzeyinden metali çıkarır. Honlamanın asıl amacı, yüzeyi belirli bir çapa ve/veya istenen silindirik geometrik tasarıma göre bitirmektir. Honlama tipik olarak bir ürünü/parçayı tamamlayan, üretim sırasında oluşan stresi azaltan veya bitmiş ürünün özelliklerini düzelten ikincil bir işleme işlemidir. Tipik bir üretim döngüsü delme, raybalama, ısıl işlem ve ardından bilemedir.
POZİTİF
MALZEME TANIMLAMASININ (PMI) PARLATILMASI
Bazı durumlarda, ek pozitif malzeme tanımlama testinin tamamlanması gerekli olabilir. Eastern Steel bu testi kendi bünyesinde tamamlayabilir veya testi tamamlamak için bağımsız bir laboratuvarla birlikte çalışabiliriz. Özel gereksinimler için lütfen bizimle iletişime geçin.
UT TESTİ
Ultrasonik Test (UT), paslanmaz çelik ürünün muayene ve ölçümlerini sağlamak amacıyla yüksek frekanslardaki ses enerjisinden yararlanır. Bu, kusur tespitine/değerlendirmesine, boyutsal ölçümlere vb. yardımcı olur.
Fabrikamız

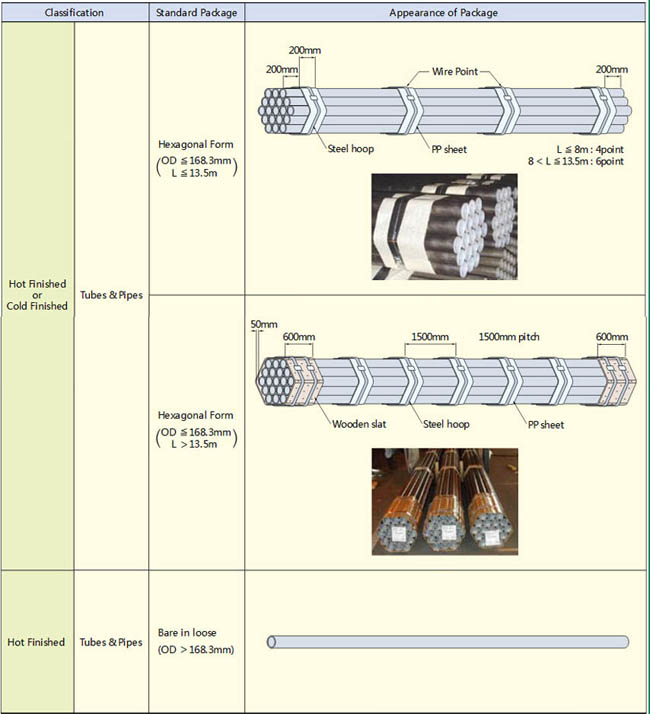
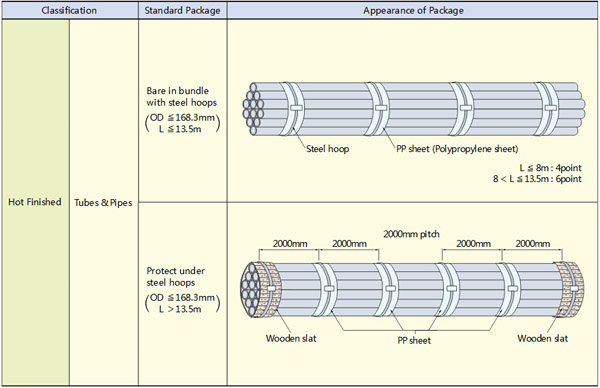
Paketleme
Üretim Süreci
 Teçhizat
Teçhizat









Herhangi bir sorunuz ve sorunuz varsa lütfen United Steel Industry Co., Ltd ile iletişime geçin.
her zaman. Şimdiden teşekkürler. Hoş geldin! E-posta: Sales@united-steel.com


