Introdução _
Introdução _
Os tubos da caldeira são tubos sem costura e feitos de aço carbono ou aço-liga. São amplamente utilizados em caldeiras a vapor, para geração de energia,
em usinas de combustíveis fósseis, usinas de processamento industrial, usinas de energia elétrica, etc. Os tubos de caldeira podem ser tubos de caldeira de média pressão ou tubos de caldeira de alta pressão.
Tipos de tubo de caldeira

Tubos/tubos de aço para caldeira ASTM A179 Tubos de aço sem costura para caldeira ASTM A192

Tubos de aço para caldeira de alta pressão Tubos de aço para caldeira de baixa pressão
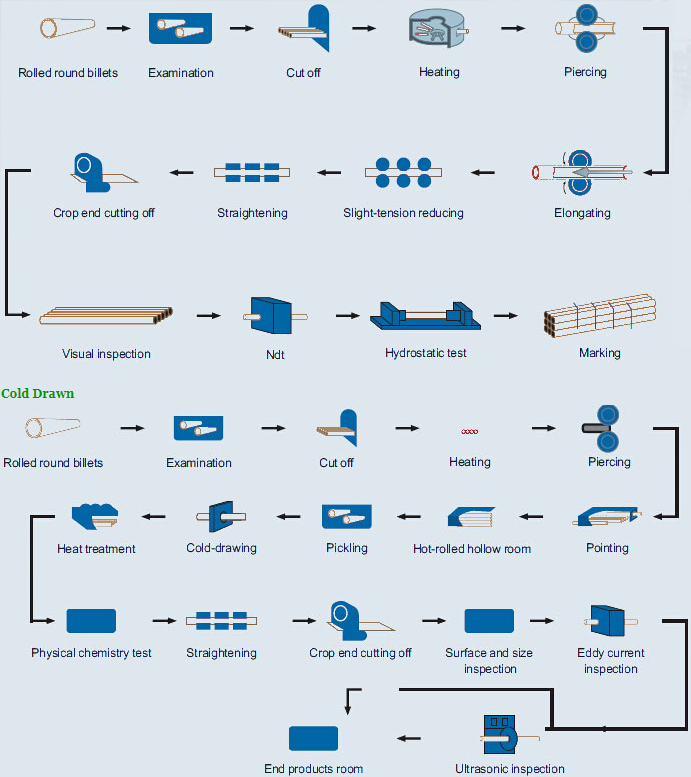
Métodos de fabricação
O método de fabricação do tubo de aço para caldeira de média e alta pressão é o mesmo do tubo de aço sem costura, mas existem alguns processos de fabricação importantes que devem ser observados
Desenho fino, superfície brilhante, laminação a quente, estirado a frio, expansão térmica
Aplicação: É usado principalmente para fazer tubos de caldeira de liga de aço de alta qualidade, tubulações superaquecidas, tubulações de vapor, tubos de água fervente, tubos com troca de calor, tubos de vapor de alta pressão para petróleo e indústria química
Grau principal: Grau de tubo de liga de alta qualidade: P1, P2, P5, P9, P11, P22, P91, P92 etc.
Padrão: ASTM A192 ASTM A179 ASTM A209 ASTM A210; JIS G3461 JIS G3462 JIS3463 DIN17175 EN 10216-2; A213 T5,T9,T11,T22,T91

Especificação
|
Tamanho
|
Espessura da parede (mm)
|
|
DE(mm)
|
2
|
2,5
|
3
|
3.5
|
4
|
4,5
|
5
|
6
|
6,5-7
|
7,5-8
|
8,5-9
|
9,5-10
|
11
|
12
|
|
Φ25-Φ28
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
|
Φ32
|
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
Φ34-Φ36
|
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
Φ38
|
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
Φ40
|
|
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
Φ42
|
|
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
Φ45
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
Φ48-Φ60
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
Φ63,5
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
Φ68-Φ73
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
Φ76
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ80
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ83
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ89
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ95
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ102
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ108
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ114
|
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ121
|
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ127
|
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
Métodos de tratamento térmico aplicados nas tubulações da caldeira
O tratamento térmico é um método de alterar as propriedades físicas do tubo da caldeira de alta pressão por meio de aquecimento e resfriamento. O tratamento térmico pode melhorar a microestrutura do tubo da caldeira de alta pressão, de modo a atender aos requisitos físicos exigidos. Tenacidade, dureza e resistência ao desgaste são obtidas por tratamento térmico. Para obter essas características é necessário adotar têmpera, recozimento, revenido e endurecimento superficial.
Têmpera
O endurecimento, também chamado de têmpera, ocorre quando o tubo da caldeira de alta pressão é aquecido uniformemente até a temperatura apropriada e, em seguida, rapidamente imerso em água ou óleo para resfriamento rápido e resfriamento ao ar ou na zona de congelamento. Para que o tubo da caldeira de alta pressão obtenha a dureza necessária.
Têmpera
O tubo da caldeira de alta pressão ficará quebradiço após o endurecimento. E o estresse causado pela têmpera pode fazer com que o tubo da caldeira de alta pressão fique batido e quebrado. O método de têmpera pode ser usado para eliminar a fragilidade. Embora a dureza do tubo da caldeira de alta pressão seja mais leve, sua tenacidade pode ser aumentada para reduzir a fragilidade.
anelamento
O recozimento é o método para eliminar a tensão interna do tubo da caldeira de alta pressão. O método de recozimento consiste em que as peças de aço precisam ser aquecidas até a temperatura crítica, depois colocadas em cinza seca, cal, amianto ou fechadas no forno e depois deixadas esfriar lentamente.
O método básico de remoção de ferrugem
Limpeza
Utilizar o solvente e a emulsão para limpar a superfície do tubo da caldeira de alta pressão, de modo a atingir o objetivo de remover óleo, graxa, poeira, lubrificante e matéria orgânica semelhante. Mas não pode remover poeira, pele oxidada, remédios para soldagem e assim por diante. Portanto, é apenas como método complementar na produção anticorrosiva.
Ferramenta A remoção de ferrugem da ferramenta usa principalmente escova de aço e outras ferramentas para lixar a superfície do tubo da caldeira de alta pressão. Ele pode remover pele de óxido solta ou empenada, ferrugem, escória de soldagem e assim por diante. A ferramenta manual pode atingir o nível SA2, a ferramenta elétrica pode atingir o nível SA3. Se a incrustação de óxido de ferro estiver fixada na superfície, ela não poderá atingir a profundidade de ancoragem exigida pela construção anticorrosiva.
Limpeza ácida
O tubo da caldeira de alta pressão geralmente adota métodos químicos e eletrolíticos para fazer o tratamento de decapagem.
Remoção de ferrugem por spray A remoção de ferrugem por spray não apenas remove completamente a ferrugem, o óxido e a sujeira, mas também o tubo da caldeira de alta pressão pode atingir a rugosidade uniforme necessária sob a ação do impacto abrasivo e da força de atrito. A remoção de ferrugem por pulverização não só expande a adsorção física na superfície do tubo da caldeira de alta pressão, mas também aumenta a adesão mecânica entre a camada anticorrosiva e a superfície do tubo. Portanto, a remoção de ferrugem por spray é o método ideal de remoção de ferrugem para corrosão de tubulações.
Teste
O tubo de aço deve ser testado hidraulicamente, um por um. A pressão máxima de teste é de 20 MPa. Sob a pressão de teste, o tempo de estabilização não deve ser inferior a 10 S e o tubo de aço não deve vazar.
Depois que o usuário concordar, o teste hidráulico pode ser substituído por testes de correntes parasitas ou testes de vazamento de fluxo magnético.
Teste não destrutivo:
Tubos que requerem mais inspeção devem ser inspecionados por ultrassom, um por um. Após a negociação exigir o consentimento da parte e estar especificada no contrato, outros ensaios não destrutivos podem ser adicionados.
Teste de achatamento:
Tubos com diâmetro externo superior a 22 mm serão submetidos a um teste de achatamento. Nenhuma delaminação visível, manchas brancas ou impurezas devem ocorrer durante todo o experimento.
Teste de dureza:
Para tubos dos graus P91, P92, P122 e P911, testes de dureza Brinell, Vickers ou Rockwell devem ser feitos em uma amostra de cada lote
Teste de curvatura:
Para tubos cujo diâmetro exceda NPS 25 e cuja relação entre diâmetro e espessura da parede seja 7,0 ou menos, serão submetidos ao teste de curvatura em vez do teste de achatamento. Outro tubo cujo diâmetro seja igual ou superior a NPS 10 pode ser submetido ao teste de curvatura no lugar do teste de achatamento, sujeito à aprovação do comprador
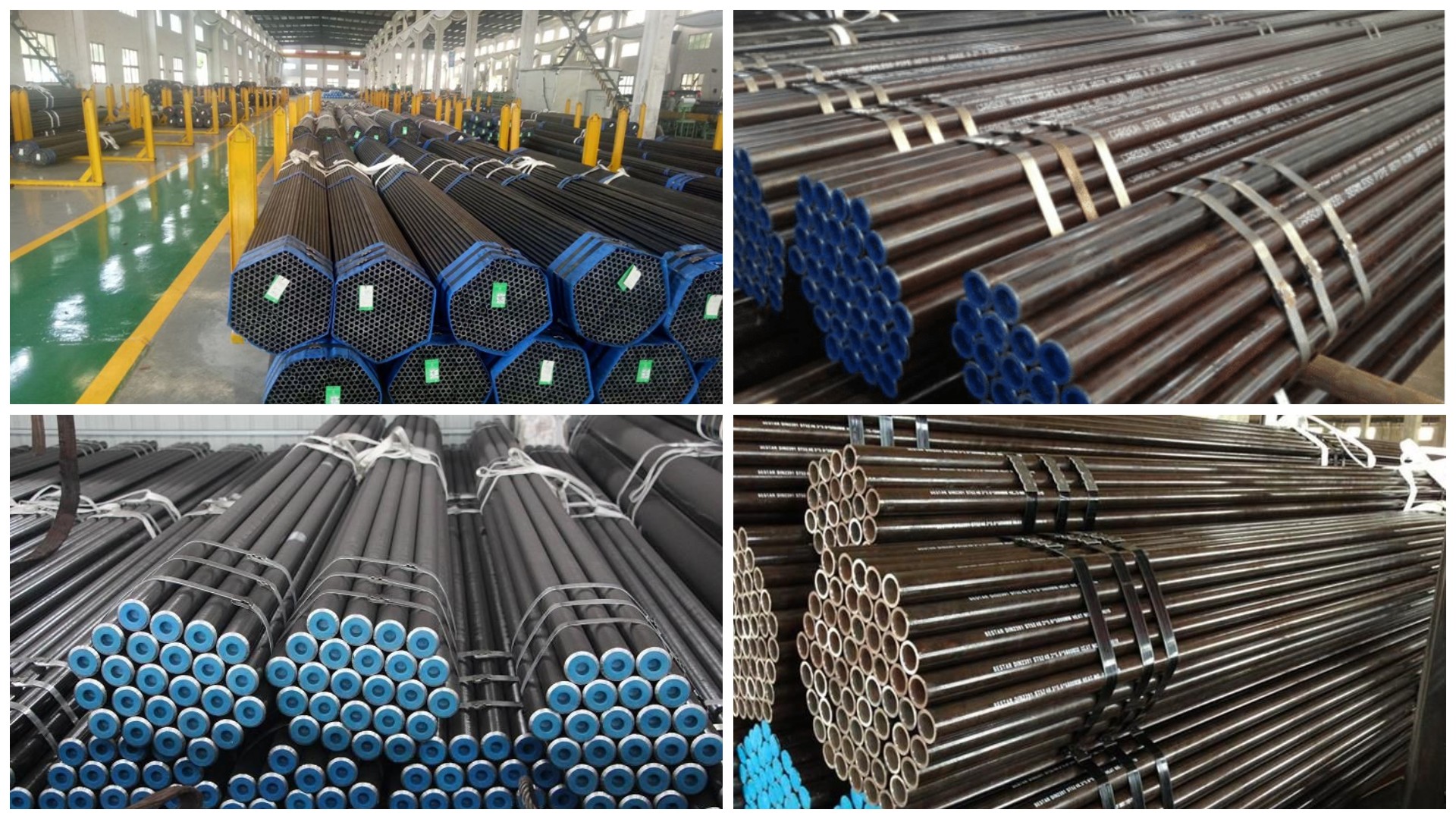
Nossa fábrica
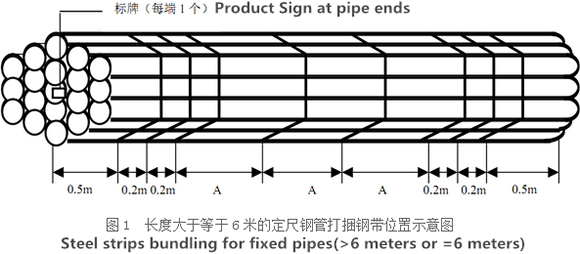
Embalagem
Provavelmente existem centenas de métodos diferentes para embalar um tubo, e a maioria deles tem mérito, mas existem dois princípios que são vitais para qualquer método funcionar, evitando a ferrugem e a segurança do transporte marítimo.
 c
c
-
Tampas plásticas conectadas nos dois lados das extremidades do tubo
-
Deve ser evitado pelas cintas de aço e danos de transporte
-
Os sinais agrupados devem ser uniformes e consistentes
-
O mesmo pacote (lote) de tubo de aço deve vir do mesmo forno.
-
O tubo de aço tem o mesmo número de forno, o mesmo tipo de aço e as mesmas especificações.