Introdução _
Introdução _
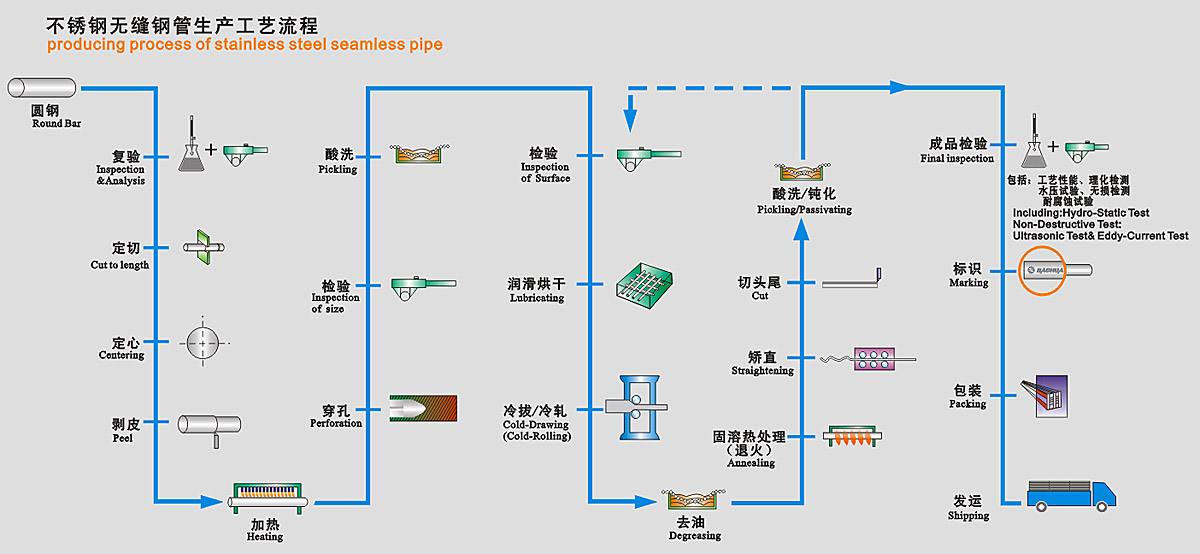
O tubo sem costura de aço inoxidável é fabricado a partir de um tarugo sólido e usinado no centro e na parte externa do tarugo, para formar um tubo de acordo com as especificações padrão.
O tubo de aço inoxidável é usado principalmente em sistemas de tubulação para transporte de fluidos ou gases. O tubo de aço inoxidável resiste à oxidação, tornando-o uma solução de baixa manutenção adequada para aplicações químicas e de alta temperatura. Por ser facilmente limpo e higienizado, o tubo de aço inoxidável também é desejado para aplicações que envolvem alimentos, bebidas e aplicações farmacêuticas.
|
produtos
|
Tubo sem costura de aço inoxidável, tubo SS SMLS
|
|
Tamanho
|
DE: 6mm a 710mm
|
|
PESO: 0,6 mm - 48 mm
|
|
COMPRIMENTO: 5,8/6/11,8/12m
|
|
Padrão
|
ASTM A213, ASTM A312, ASTM A269, ASTM A778, ASTM A789
|
|
RUÍDO 17456, RUÍDO 17457
|
|
EN 10216, BS 3605, JIS 3459, JIS3463
|
|
Material
|
304.304/L,304H,310/S,310H,316.316L,321.321H ,309.2205.2507.32760.904L,S31254.253MA
|
|
Processo
|
Trefilado a frio, laminado a frio, laminado de precisão
|
|
Terminar
|
Recozido e decapado, recozimento brilhante, polido
|
Especificação
|
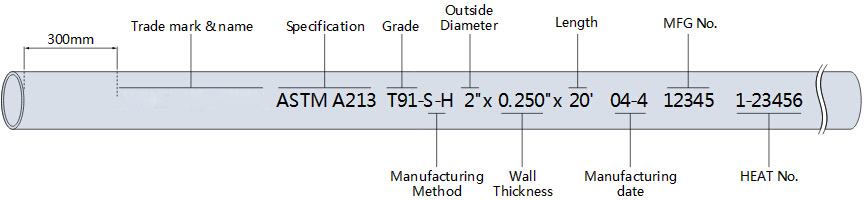
ASTM A213
|
Especificação padrão para caldeiras de aço-liga ferrítico e austenítico sem costura, superaquecedores e tubos trocadores de calor (1/8”-5”)
|
|
ASTM A312
|
Especificação padrão para tubos de aço inoxidável austenítico sem costura e soldados
|
|
ASTM A269
|
Especificação padrão para tubos de aço inoxidável austenítico sem costura e soldados para serviços gerais
|
|
ASTM A268
|
Especificação padrão para tubos de aço inoxidável ferrítico e martensítico sem costura e soldados para serviços gerais
|
|
ASTM A270
|
Especificação padrão para tubulação sanitária de aço inoxidável austenítico sem costura e soldada
|
|
ASTM A249
|
Especificação padrão para caldeira de aço austenítico soldado, superaquecedor, trocador de calor e tubos condensadores
|
|
ASTM A376
|
Especificação padrão para tubo de aço austenítico sem costura para serviço de estação central de alta temperatura
|
|
ASTM A632
|
Especificação para tubos de aço inoxidável austenítico sem costura e soldados (de pequeno diâmetro) para serviços gerais
|
|
ASTM A789
|
Especificação para tubos de aço inoxidável ferrítico/austenítico sem costura e soldados para serviços gerais
|
|
ASTM A1016/A1016M
|
Especificação padrão para requisitos gerais para ligas de aço ferrítico, ligas de aço austeníticas e tubos de aço inoxidável
|
Componente químico de tubo sem costura de aço inoxidável
|
Tipo
|
Nota
|
Nota
|
Componente Químico %
|
|
C
|
Cr
|
Não
|
Mn
|
P
|
S
|
Mo
|
Si
|
Cu
|
N
|
Outro
|
|
Austenítico
|
201
|
SUS201
|
≤0,15
|
16h00-18h00
|
3,50-5,50
|
5,50 - 7,50
|
≤0,060
|
≤0,030
|
-
|
≤1,00
|
-
|
≤0,25
|
-
|
|
304
|
1.4301
|
≤0,07
|
17h00-19h00
|
8h00-10h00
|
≤2,00
|
≤0,045
|
≤0,030
|
-
|
≤1,00
|
-
|
-
|
-
|
|
304L
|
1.4307
|
≤0,030
|
18h00-20h00
|
8h00-10h00
|
≤2,00
|
≤0,045
|
≤0,030
|
-
|
≤1,00
|
-
|
-
|
-
|
|
304H
|
1.4948
|
0,04-0,10
|
18h00-20h00
|
8h00-10h00
|
≤2,00
|
≤0,045
|
≤0,030
|
-
|
≤1,00
|
-
|
-
|
-
|
|
309
|
1.4828
|
≤0,20
|
22h00-24h00
|
12h00-15h00
|
≤2,00
|
≤0,045
|
≤0,030
|
-
|
≤1,00
|
-
|
-
|
-
|
|
309S
|
*
|
≤0,08
|
22h00-24h00
|
12h00-15h00
|
≤2,00
|
≤0,045
|
≤0,030
|
-
|
≤1,00
|
-
|
-
|
-
|
|
310
|
1.4842
|
≤0,25
|
24h00-26h00
|
19h00-22h00
|
≤2,00
|
≤0,045
|
≤0,030
|
-
|
≤1,50
|
-
|
-
|
-
|
|
310S
|
*
|
≤0,08
|
24h00-26h00
|
19h00-22h00
|
≤2,00
|
≤0,045
|
≤0,030
|
-
|
≤1,50
|
-
|
-
|
-
|
|
314
|
1.4841
|
≤0,25
|
23h00-26h00
|
19h00-22h00
|
≤2,00
|
≤0,045
|
≤0,030
|
-
|
1,50-3,00
|
-
|
-
|
-
|
|
316
|
1.4401
|
≤0,08
|
16h00-18h50
|
10h00-14h00
|
≤2,00
|
≤0,045
|
≤0,030
|
2h00-3h00
|
≤1,00
|
-
|
-
|
-
|
|
316L
|
1.4404
|
≤0,030
|
16h00-18h00
|
10h00-14h00
|
≤2,00
|
≤0,045
|
≤0,030
|
2h00-3h00
|
≤1,00
|
-
|
-
|
-
|
|
316Ti
|
1.4571
|
≤0,08
|
16h00-18h00
|
10h00-14h00
|
≤2,00
|
≤0,045
|
≤0,030
|
2h00-3h00
|
≤1,00
|
-
|
0,1
|
Ti5(C+N)~0,70
|
|
317
|
*
|
≤0,08
|
18h00-20h00
|
11h00-15h00
|
≤2,00
|
≤0,045
|
≤0,030
|
3h00-4h00
|
≤1,00
|
-
|
0,1
|
-
|
|
317L
|
1.4438
|
≤0,03
|
18h00-20h00
|
11h00-15h00
|
≤2,00
|
≤0,045
|
≤0,030
|
3h00-4h00
|
≤1,00
|
-
|
0,1
|
-
|
|
321
|
1.4541
|
≤0,08
|
17h00-19h00
|
9h00-12h00
|
≤2,00
|
≤0,045
|
≤0,030
|
-
|
≤1,00
|
-
|
-
|
Ti5(C+N)~0,70
|
|
321H
|
*
|
0,04-0,10
|
17h00-19h00
|
9h00-12h00
|
≤2,00
|
≤0,045
|
≤0,030
|
-
|
≤1,00
|
-
|
-
|
Ti5(C+N)~0,70
|
|
347
|
1,4550
|
≤0,08
|
17h00-19h00
|
9h00-12h00
|
≤2,00
|
≤0,045
|
≤0,030
|
-
|
≤1,00
|
-
|
-
|
Nb≥10*C%-1,10
|
|
347H
|
1.494
|
0,04-0,10
|
17h00-19h00
|
9h00-12h00
|
≤2,00
|
≤0,045
|
≤0,030
|
-
|
≤1,00
|
-
|
-
|
Nb≥10*C%-1,10
|
|
xm-19
|
Nitrônico50
|
≤0,06
|
20h50-23h50
|
11h50-13h50
|
4,0-6,0
|
≤0,045
|
≤0,030
|
1,50-3,00
|
≤1,00
|
-
|
0,2-0,4
|
Nota:0,10-0,30 V:0,10-0,30
|
|
904L
|
N08904
|
≤0,02
|
19,0-23,0
|
23,0-28,0
|
4,0-5,0
|
≤0,045
|
≤0,035
|
|
≤1,00
|
|
0,1
|
Cu:1,0-2,0
|
|
Dúplex
|
2205
|
S32205
|
≤0,03
|
22,0-23,0
|
4,5-6,5
|
≤2,00
|
≤0,030
|
≤0,020
|
3,0-3,5
|
≤1,00
|
-
|
0,14-0,20
|
|
|
2507
|
S32750
|
≤0,03
|
24,0-26,0
|
6,0-8,0
|
≤1,20
|
≤0,035
|
≤0,020
|
3,0-5,0
|
≤0,80
|
0,5
|
0,24-0,32
|
|
|
*
|
S32760
|
≤0,03
|
24,0-26,0
|
6,0-8,0
|
≤1,00
|
≤0,030
|
≤0,010
|
3,0-4,0
|
≤1,00
|
0,5-1,00
|
0,2-0,3
|
|
|
2304
|
S32304
|
≤0,03
|
21,5-24,5
|
3,0-5,5
|
≤2,50
|
≤0,040
|
≤0,030
|
0,05-0,6
|
≤1,00
|
0,05-0,6
|
0,05-0,2
|
|
|
329
|
1,4460
|
≤0,08
|
23h00-28h00
|
2h00-5h00
|
≤1,00
|
≤0,040
|
≤0,030
|
1h00-2h00
|
≤0,75
|
-
|
-
|
|
|
Ferrita
|
409
|
S40900
|
≤0,03
|
10h50-11h70
|
0,5
|
≤1,00
|
≤0,040
|
≤0,020
|
-
|
≤1,00
|
-
|
≤0,030
|
Ti6(C+N)~0,50 Nb:0,17
|
|
430
|
1Cr17
|
≤0,12
|
16h00-18h00
|
-
|
≤1,0
|
≤0,040
|
≤0,030
|
-
|
≤1,0
|
-
|
-
|
-
|
|
446
|
S44600
|
≤0,20
|
23h00-27h00
|
0,75
|
≤1,5
|
≤0,040
|
≤0,030
|
1,50-2,50
|
≤1,00
|
-
|
≤0,25
|
-
|
|
Martensita
|
410
|
1Cr13
|
0,08-0,15
|
11h50-13h50
|
0,75
|
≤1,00
|
≤0,040
|
≤0,030
|
-
|
≤1,00
|
-
|
-
|
-
|
|
420
|
2Cr13
|
≥0,15
|
12h00-14h00
|
-
|
≤1,00
|
≤0,040
|
≤0,030
|
-
|
≤1,00
|
-
|
-
|
-
|
|
440°C
|
11Cr17
|
0,95-1,20
|
16h00-18h00
|
-
|
≤1,00
|
≤0,040
|
≤0,030
|
0,75
|
≤1,00
|
-
|
-
|
-
|
|
PH
|
630
|
17-4PH
|
≤0,07
|
15h00-17h50
|
3h00-5h00
|
≤1,00
|
≤0,035
|
≤0,030
|
-
|
≤1,00
|
3h00-5h00
|
-
|
Nota 0,15-0,45
|
|
631
|
17-7PH
|
≤0,09
|
16h00-18h00
|
6h50-7h50
|
≤1,00
|
≤0,035
|
≤0,030
|
-
|
≤1,00
|
≤0,50
|
-
|
Al 0,75-1,50
|
|
632
|
15-5PH
|
≤0,09
|
14h00-16h00
|
3,50-5,50
|
≤1,00
|
≤0,040
|
≤0,030
|
2h00-3h00
|
≤1,00
|
2,5-4,5
|
-
|
Al 0,75-1,50
|
|
Nota
|
Resistência à tracção
|
Ponto de rendimento
|
EL. Mínimo(%)
|
Rockwell
|
|
Min (Mpa)
|
Min (Mpa)
|
Máx.
|
|
TP 304
|
515
|
205
|
35
|
90
|
|
TP304H
|
550
|
240
|
35
|
90
|
|
TP304L
|
485
|
170
|
35
|
90
|
|
TP309S
|
515
|
205
|
35
|
90
|
|
TP310S
|
515
|
205
|
35
|
90
|
|
TP 316
|
515
|
205
|
35
|
90
|
|
TP316L
|
485
|
170
|
35
|
90
|
|
TP316Ti
|
515
|
205
|
35
|
90
|
|
TP 317
|
515
|
205
|
35
|
90
|
|
TP 321
|
515
|
205
|
35
|
90
|
|
TP 321H
|
515
|
205
|
35
|
90
|
|
TP 347
|
515
|
205
|
35
|
90
|
|
TP347H
|
515
|
205
|
35
|
90
|
Serviços de valor acrescentado
BISELAMENTO
Os tubos chanfrados de aço inoxidável contêm uma extremidade angulada, de modo que se encaixe com uma extremidade complementar do tubo. Os tubos podem ser chanfrados para determinadas aplicações, a fim de facilitar a soldagem de tubos de aço inoxidável, o que economiza tempo e dinheiro na preparação da solda em comparação ao corte manual.
TRATAMENTO TÉRMICO E RECOZIMENTO
A Eastern Steel pode tratar termicamente alguns tubos sem costura de aço inoxidável da série 400. O tratamento térmico realiza tensões como resultado do endurecimento, dependendo da química do metal a ser tratado. O tratamento térmico também é usado para têmpera, têmpera, normalização e recozimento em solução.
HONAR E GIRAR
Durante o processo de brunimento/torneamento, uma ferramenta rotativa abrasiva remove o metal da superfície interna de um cilindro, cano ou tubo. O objetivo principal do brunimento é dar acabamento à superfície com um diâmetro específico e/ou desenho geométrico cilíndrico desejado. O brunimento é normalmente uma operação de usinagem secundária que completa uma produção/peça, alivia a tensão criada durante a produção ou corrige características do produto acabado. Um ciclo de produção típico é perfurar, escarear, tratar termicamente e depois aprimorar.
POLIMENTO
IDENTIFICAÇÃO POSITIVA DE MATERIAL (PMI)
Em alguns casos, pode ser necessário realizar testes adicionais de identificação positiva de material. A Eastern Steel pode concluir esses testes internamente ou podemos trabalhar com um laboratório independente para concluí-los. Entre em contato conosco para requisitos específicos.
TESTES UT O
Teste Ultrassônico (UT) utiliza energia sonora em altas frequências, a fim de fornecer exames e medições do produto de aço inoxidável. Isso auxilia na detecção/avaliação de falhas, medições dimensionais, etc.
Nossa fábrica

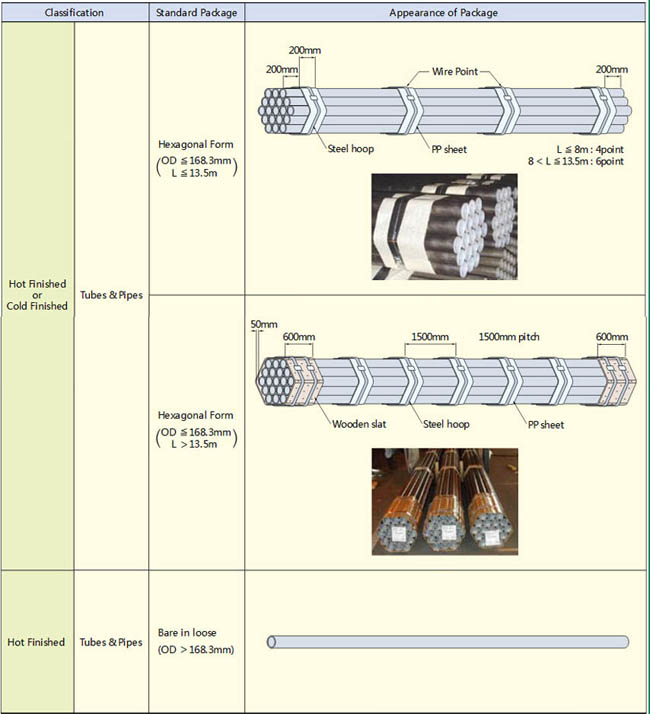
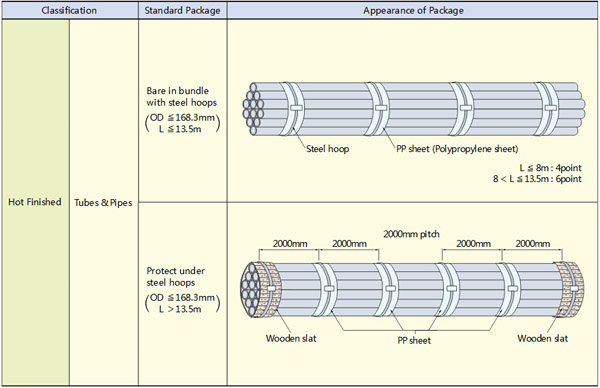
Embalagem