Resistencia a la corrosión del acero para tuberías API 5L con protección de revestimiento
Fecha:2019-02-20 Vista:5114 Tag:Resistencia a la corrosión del acero para tuberías API 5L con protección de revestimiento
RESUMEN
Las resistencias a la corrosión de una tubería de acero recubierta de esmalte en una solución de NaCl al 3.5% en peso se evaluaron y compararon con las de una tubería recubierta de epoxi utilizando potencial de circuito abierto, resistencia a la polarización lineal y pruebas de espectroscopía de impedancia electroquímica. La suspensión de esmalte T-001c y el polvo de esmalte GP2118 se pulverizaron en tubos de acero en procesos húmedos y electrostáticos, respectivamente. La composición de la fase y las microestructuras de los dos esmaltes se caracterizaron con difracción de rayos X y microscopía electrónica de barrido (SEM). La rugosidad de la superficie de los esmaltes y su resistencia de unión con sustratos de acero se cuantificaron para comprender la calidad del recubrimiento. Las imágenes SEM revelaron que ambos tipos de recubrimientos de esmalte tienen una estructura sólida con burbujas aisladas. Las pruebas electroquímicas mostraron una alta resistencia a la corrosión de los recubrimientos de esmalte como se verifica en la inspección visual de las muestras analizadas. En particular, las muestras recubiertas de esmalte GP2118 superaron consistentemente a las muestras recubiertas de epoxi.
PALABRAS CLAVE: corrosión, espectroscopía de impedancia electroquímica, revestimiento de esmalte, acero de tubería, microscopía electrónica de barrido
INTRODUCCIÓN El gas natural, el petróleo y las tuberías de recolección y transporte de líquidos peligrosos han alcanzado las 484,000 millas en los EE. UU. 1 Las tuberías de envejecimiento se enfrentan a una vida útil y confiabilidad reducidas . Resultado de la corrosión. Pueden protegerse de la corrosión mediante un revestimiento protector, protección catódica y el uso de inhibidores de corrosión. El recubrimiento como barrera física para la penetración de electrolitos es uno de los métodos más efectivos y eficientes en la mitigación de la corrosión. Cuando se aplica internamente a tuberías de acero, el revestimiento tiene varias ventajas. Primero, el recubrimiento interno puede evitar que el fluido o el gas interactúen y reaccionen con el acero subyacente. En segundo lugar, el tubo de acero recubierto reduce los depósitos microbiológicos y las formaciones de las biopelículas bacterianas porque la mayor rugosidad de la superficie del tubo no recubierto ayuda a proteger las bacterias y proporciona condiciones de crecimiento para las colonias bacterianas.2 En tercer y último lugar, el revestimiento interno puede reducir la caída de presión en una distancia larga De una tubería y por lo tanto la potencia requerida para transmitir petróleo y gas. Se demostró experimentalmente que la caída de presión en una tubería recubierta es un 35% más baja que en una tubería de acero desnudo con un número de Reynolds de 1 × 107.3 Hoy en día, los recubrimientos epóxicos de dos partes a base de solventes, los recubrimientos sin solvente y los que se unen por fusión y los de poliamida se usan ampliamente en las tuberías de petróleo crudo y gas natural.4-6 corrosión.7 El esmalte de porcelana, como material inorgánico, está unido químicamente a los metales del sustrato a una temperatura de 750 ° C a ∼850 ° C. No solo se puede acabar con una superficie lisa y estética, sino que también proporciona una excelente estabilidad química, buena resistencia a la corrosión y durabilidad en diversos entornos severos.
revestimiento epóxico, el revestimiento de esmalte no tiene corrosión debajo de la película cuando se rompe localmente debido a su enlace químico con sustratos metálicos.9 Se ha utilizado ampliamente para la protección de utensilios de cocina para el hogar o la protección de recipientes de acero en las industrias. Su resistencia a la corrosión como revestimiento protector para el refuerzo de acero en estructuras de concreto ha sido investigada en estudios anteriores y demostró ser satisfactoria en general.10-11
En este estudio, el comportamiento a la corrosión de una tubería de acero recubierta internamente con dos tipos de El esmalte (suspensión T-001 y GP2118 en polvo) se examinó en una solución de NaCl al 3,5% en peso. La composición de fase y la microestructura de los esmaltes se caracterizaron con difracción de rayos X. (XRD) y microscopía electrónica de barrido (SEM), respectivamente. Se determinaron la rugosidad de la superficie del recubrimiento de esmalte y su resistencia de unión sobre sustratos de tubos de acero. Los comportamientos electroquímicos se estudiaron con pruebas de potencial de circuito abierto (OCP), resistencia de polarización lineal (LPR) y espectroscopía de impedancia electroquímica (EIS). Se realizaron inspecciones visuales en muestras analizadas para detectar signos evidentes de corrosión. La resistencia a la corrosión del acero recubierto de esmalte se compara con la del acero recubierto de epoxi.
PROCEDIMIENTOS EXPERIMENTALES:
Esmalte y Especímenes.
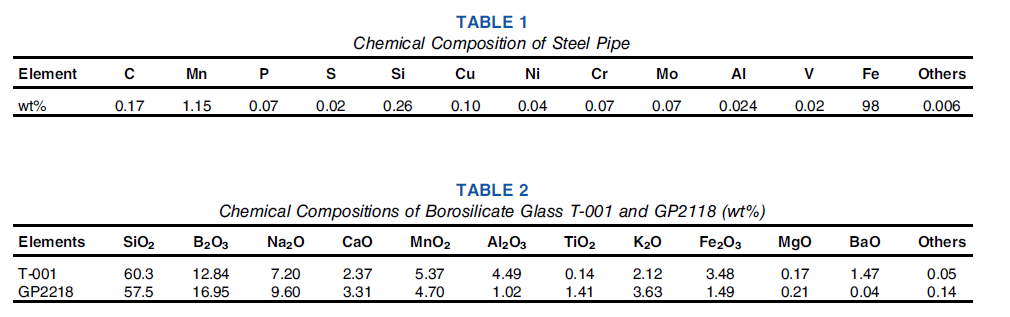
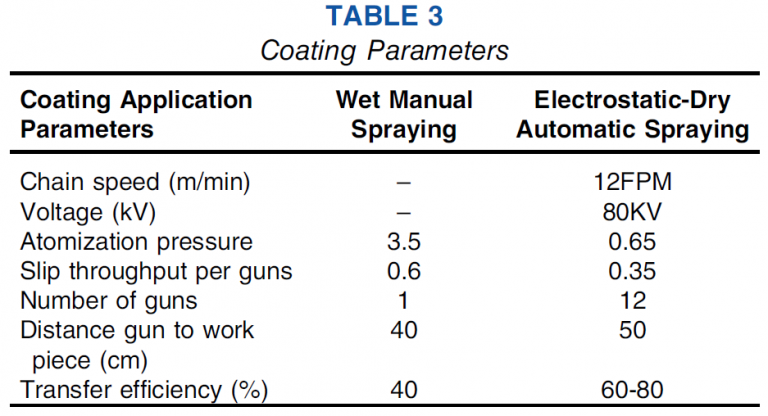
En este estudio se utilizó una tubería de acero API 5L X65 (MRC Global) con 323.85 mm de diámetro exterior y 9.53 mm de espesor de pared como sustrato metálico. La composición química del acero provisto por el vendedor se presenta en la Tabla 1. La tubería de acero se cortó por primera vez en 18 muestras de cupones de 25 mm x 50 mm. Luego, las muestras cortadas se pulieron con chorro de acero durante 1 minuto para deshacerse de las escamas y óxido del molino, y se limpiaron finalmente con un disolvente de limpieza disponible en el mercado. Se aplicaron dos tipos de esmalte en los cupones de acero: Lodo T-001 y polvo GP2118. Las composiciones químicas de las fritas de vidrio T-001 y el polvo de esmalte GP2118 se determinaron por fluorescencia de rayos X (XRF) tal como se presenta en la Tabla 2. La suspensión de esmalte se preparó moliendo las fritas de vidrio, arcilla y ciertos electrolitos, y luego mezclándolos Con agua hasta que la mezcla estuviera en estado de suspensión estable. La lechada de esmalte se roció manualmente sobre muestras de cupón usando una pistola de rociado, que fue impulsada por un chorro de aire comprimido como se especifica en la Tabla 3. Las muestras se calentaron a 150 ° C durante 10 minutos para eliminar la humedad, se fijaron a 815 ° C Durante 10 minutos, y finalmente se enfrió a temperatura ambiente. Para la pulverización electrostática, se usó el polvo de esmalte GP2118 con un tamaño de partícula promedio de 32.8 μm. Se formó un campo eléctrico entre un electrodo de boquilla y la muestra. Las partículas de esmalte, expulsadas de la pistola de pulverización por una corriente de aire, se cargaron negativamente, migraron hacia la muestra (electrodo positivo) y se depositaron. Después de la pulverización eléctrica, los cupones de acero se trasladaron a un horno y se fijaron a 843 ° C durante 10 minutos, y luego se retiraron y se enfriaron a temperatura ambiente. El grosor del recubrimiento T-001 se controló mediante el tiempo de pulverización, mientras que el grosor del recubrimiento GP2118 se controló mediante el número de pistolas pulverizadoras. Para comparación, se prepararon y ensayaron muestras de acero recubiertas con epoxi. En este caso, se usó el epoxi 3M Scotchkote 323 †, que se aplicó en la industria de tuberías, para recubrir las muestras. Los cupones de acero se recubrieron con un cepillo de epoxi a temperatura ambiente y luego se secaron al aire durante 3 días antes de las pruebas electroquímicas. se cargaron negativamente, migraron hacia la muestra (electrodo positivo) y se depositaron. Después de la pulverización eléctrica, los cupones de acero se trasladaron a un horno y se fijaron a 843 ° C durante 10 minutos, y luego se retiraron y se enfriaron a temperatura ambiente. El grosor del recubrimiento T-001 se controló mediante el tiempo de pulverización, mientras que el grosor del recubrimiento GP2118 se controló mediante el número de pistolas pulverizadoras. Para comparación, se prepararon y analizaron muestras de acero recubiertas con epoxi. En este caso, se usó el epoxi 3M Scotchkote 323 †, que se aplicó en la industria de tuberías, para recubrir las muestras. Los cupones de acero se recubrieron con un cepillo de epoxi a temperatura ambiente y luego se secaron al aire durante 3 días antes de las pruebas electroquímicas. se cargaron negativamente, migraron hacia la muestra (electrodo positivo) y se depositaron. Después de la pulverización eléctrica, los cupones de acero se trasladaron a un horno y se fijaron a 843 ° C durante 10 minutos, y luego se retiraron y se enfriaron a temperatura ambiente. El grosor del recubrimiento T-001 se controló mediante el tiempo de pulverización, mientras que el grosor del recubrimiento GP2118 se controló mediante el número de pistolas pulverizadoras. Para comparación, se prepararon y analizaron muestras de acero recubiertas con epoxi. En este caso, se usó el epoxi 3M Scotchkote 323 †, que se aplicó en la industria de tuberías, para recubrir las muestras. Los cupones de acero se recubrieron con un cepillo de epoxi a temperatura ambiente y luego se secaron al aire durante 3 días antes de las pruebas electroquímicas. Los cupones de acero se trasladaron a un horno y se encendieron a 843 ° C durante 10 minutos, y luego se retiraron y se enfriaron a temperatura ambiente. El grosor del recubrimiento T-001 se controló mediante el tiempo de pulverización, mientras que el grosor del recubrimiento GP2118 se controló mediante el número de pistolas pulverizadoras. Para comparación, se prepararon y ensayaron muestras de acero recubiertas con epoxi. En este caso, se usó el epoxi 3M Scotchkote 323 †, que se aplicó en la industria de tuberías, para recubrir las muestras. Los cupones de acero se recubrieron con un cepillo de epoxi a temperatura ambiente y luego se secaron al aire durante 3 días antes de las pruebas electroquímicas. Los cupones de acero se trasladaron a un horno y se encendieron a 843 ° C durante 10 minutos, y luego se retiraron y se enfriaron a temperatura ambiente. El grosor del recubrimiento T-001 se controló mediante el tiempo de pulverización, mientras que el grosor del recubrimiento GP2118 se controló mediante el número de pistolas pulverizadoras. Para comparación, se prepararon y ensayaron muestras de acero recubiertas con epoxi. En este caso, se usó el epoxi 3M Scotchkote 323 †, que se aplicó en la industria de tuberías, para recubrir las muestras. Los cupones de acero se recubrieron con un cepillo de epoxi a temperatura ambiente y luego se secaron al aire durante 3 días antes de las pruebas electroquímicas. Las muestras de acero recubiertas con epoxi fueron preparadas y probadas. En este caso, se usó el epoxi 3M Scotchkote 323 †, que se aplicó en la industria de tuberías, para recubrir las muestras. Los cupones de acero se recubrieron con un cepillo de epoxi a temperatura ambiente y luego se secaron al aire durante 3 días antes de las pruebas electroquímicas. Las muestras de acero recubiertas con epoxi fueron preparadas y probadas. En este caso, se usó el epoxi 3M Scotchkote 323 †, que se aplicó en la industria de tuberías, para recubrir las muestras. Los cupones de acero se recubrieron con un cepillo de epoxi a temperatura ambiente y luego se secaron al aire durante 3 días antes de las pruebas electroquímicas.
Caracterización de los recubrimientos de esmalte
El grosor y la rugosidad del recubrimiento se midieron con un medidor de espesor de recubrimiento MiniTest 6008 † y un microscopio óptico Hirox †, respectivamente.
La resistencia de la unión entre el recubrimiento y su sustrato de acero se determinó usando PosiTest † siguiendo la norma ASTM D4541-09.12 Para mejorar su unión con el recubrimiento, una plataforma de 20 mm de diámetro en la base se raspó con papeles abrasivos y se limpió con alcohol para eliminar la oxidación y contaminantes La base de la plataforma se adhirió con una capa uniforme de pegamento a la superficie de recubrimiento de prueba. Después de curar durante 24 h, el recubrimiento alrededor de la plataforma se retiró utilizando una herramienta de corte de 20 mm para aislar la plataforma en un área de prueba específica. Finalmente, la plataforma se retiró de la superficie de la muestra perpendicularmente a una tasa de tensión de 0,4 MPa / s. Se registró la resistencia máxima de cada muestra recubierta. Al finalizar los ensayos de corrosión, las fases en el recubrimiento se examinaron directamente en la superficie de las muestras de acero recubiertas por XRD (Philip X'Pert †) con un ángulo de difracción (2θ) que variaba entre 10 ° y 55 °. Las secciones transversales de las muestras recubiertas de esmalte se prepararon para el análisis de la microestructura con SEM (Hitachi S4700 †). Cada muestra recubierta de esmalte se montó por primera vez en frío en resina epoxi (EpoxyMount †, Allied High Tech Products, Inc.) y se cortó en una sección transversal de 10 mm de espesor con una sierra de diamante. Luego, la sección transversal se desgastó con papeles de carburo a grano de 1200, se enjuagó con agua desionizada y se secó finalmente en aire a temperatura ambiente antes del examen. Las imágenes SEM se analizaron con el software ImageJ † para la evaluación de la porosidad.
Pruebas electroquimicas
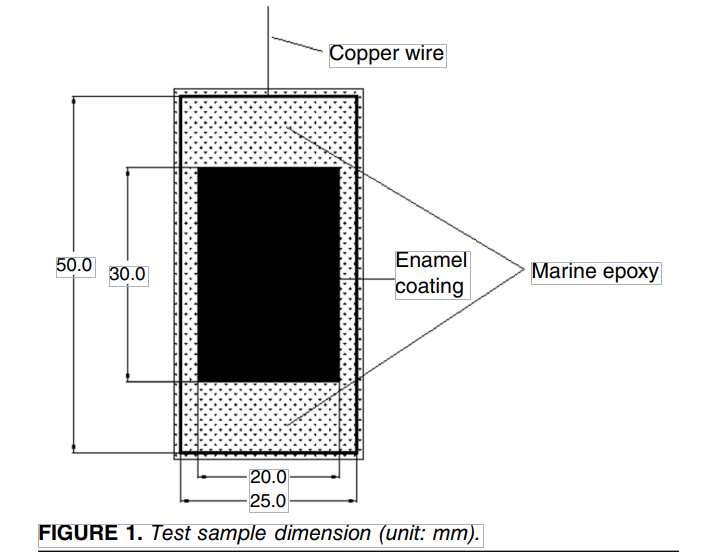
Cada muestra se soldó con un alambre de cobre para las mediciones electroquímicas, como se ilustra en la Figura 1. Todos los lados de la muestra, excepto la cara recubierta de esmalte o epoxi, se cubrieron con epoxi marino.
El área expuesta del esmalte o epoxi tenía un tamaño de 30 mm x 20 mm. Todas las muestras se sumergieron en una solución de NaCl al 3,5% en peso con un pH de 7 y se analizaron a temperatura ambiente durante 69 días. La solución se preparó agregando cloruro de sodio purificado (Fisher Scienti fi c, Inc.) en agua destilada.
En el momento de 1, 3, 6, 13, 27, 41, 55 y 69 d, se realizaron pruebas de OCP, LPR y EIS para controlar la evolución de la corrosión de las muestras de acero revestidas con esmalte y epoxi. Se usó un sistema estándar de tres electrodos para las pruebas electroquímicas, que incluyen una lámina de platino de 25,4 mm x 25,4 mm x 0,254 mm como contraelectrodo, electrodo de calomel saturado (SCE) como electrodo de referencia y la muestra recubierta como electrodo de trabajo. Los tres electrodos se conectaron a un potenciostato / galvanostato † Gamry 1000E para la adquisición de datos.
Después de que se registró cada OCP estable (que duró 1 h), se realizó una prueba EIS con una onda potencial sinusoidal de 10 mV en amplitud alrededor del OCP y una frecuencia de 100 kHz a 5 mHz. La prueba de LPR se realizó escaneando un rango de ± 15 mV alrededor del OCP a una velocidad de barrido de 0.167 mV / s. Las curvas LPR se utilizan para determinar la resistencia de polarización Rp, que es igual a la pendiente de la región lineal de una curva de polarización alrededor de la corriente cero: 13
Rp = ΔE = Δi
donde ΔE y Δi representan los incrementos de voltaje y corriente, respectivamente, en la porción lineal de una curva de polarización en i = 0. Las mediciones de LPR se usaron para calcular la densidad de la corriente de corrosión mediante la ecuación de Stern-Geary: 13
icorr = βaβc = ½2.303ðβa + βcÞRp? (2)
donde βa y βc representan la constante de Tafel anódica (0.12) y la constante de Tafel catódica (0.12), respectivamente, e icorr es la corriente de corrosión.
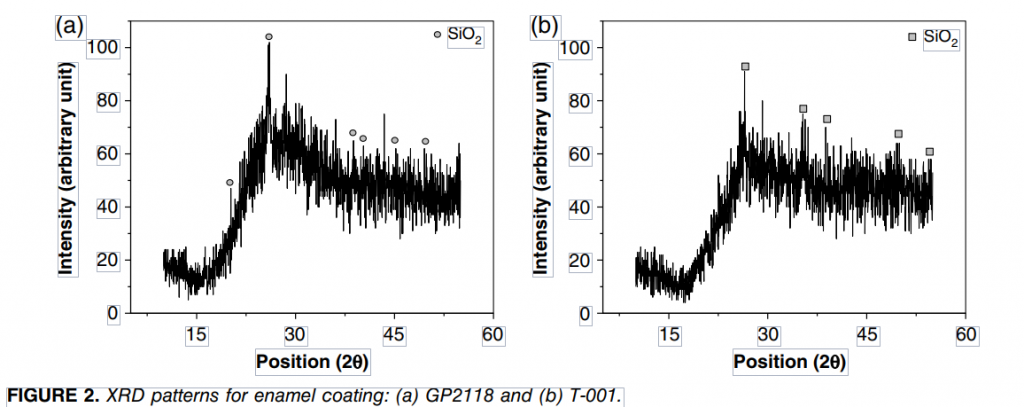
RESULTADOS Y DISCUSIÓN Fases de caracterización del recubrimiento en esmalte: los patrones de XRD en la superficie de GP2118 y T-001 recubiertos con esmalte muestras después de la inmersión en solución de NaCl al 3.5% en peso durante 69 días se identifican y se muestran en la Figura 2. Cuarzo SiO2 está presente en ambos tipos de revestimientos de esmalte. Los picos de intensidad más alta de cuarzo SiO2 fueron a 26 ° y 26.5 ° para los esmaltes GP2118 y T-001, respectivamente.
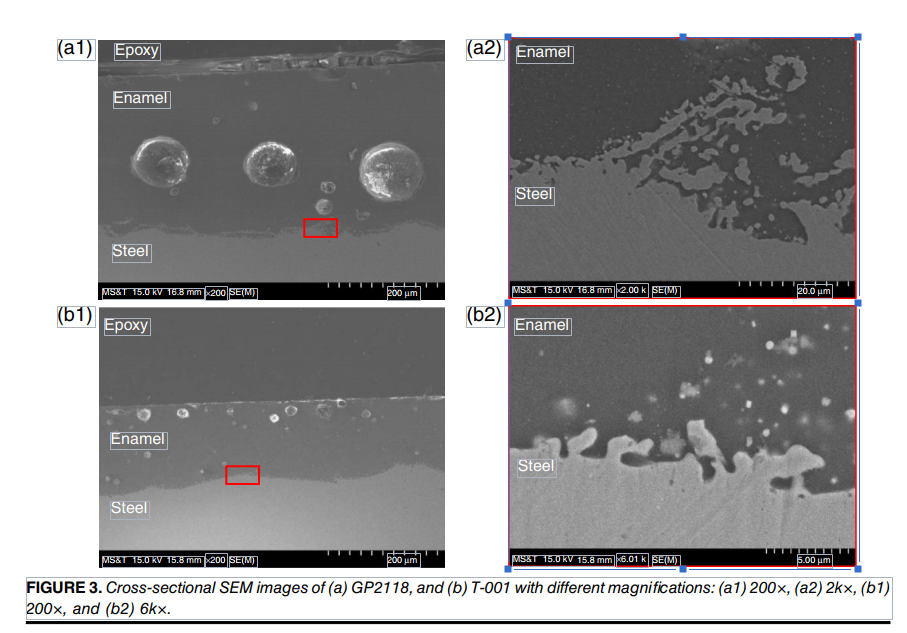
Microestructura en la interfaz de esmalte / sustrato: en la Figura 3 se presentan imágenes SEM en sección transversal en la interfaz de acero / revestimiento con diferentes aumentos. Los revestimientos de esmalte tienen una estructura sólida con burbujas de aire desconectadas a través del espesor del revestimiento (Figuras 3 [a1] y [ b1]). Las burbujas de aire se formaron durante el proceso químico de alta temperatura.
reacción de la frita de vidrio del esmalte con el acero durante el proceso de fi jación.14-15 Los recubrimientos de esmalte tienen numerosos poros pequeños aislados, con la excepción del esmalte GP2118 que tiene unos pocos poros grandes con un diámetro de aproximadamente 105 µm. El contenido de porosidad del esmalte T-001 se midió en 4,26%, que es inferior al 12,72% para el esmalte GP2118. Las Figuras 3 (a2) y (b2) muestran las interfaces de esmalte / acero magnificadas en las que sobresalen pequeñas protuberancias de Fe en el recubrimiento del esmalte para formar varios puntos de anclaje. Estas partículas epitaxiales de espinela mejoran la unión entre el esmalte y su sustrato de acero.16
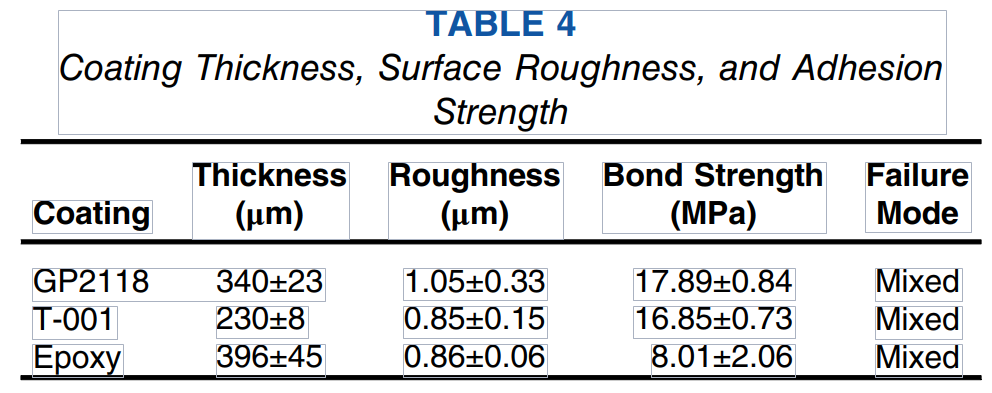
Resistencia a la extracción: el espesor medido, la rugosidad de la superficie y la resistencia de la unión de tres tipos de recubrimientos se resumen en la Tabla 4. La media y la desviación estándar del grosor y la rugosidad de la superficie de cada recubrimiento se calcularon a partir de 27 mediciones tomadas de tres diferentes. Muestras que fueron pulidas para tener una superficie plana para la prueba de extracción. El promedio y la desviación estándar de la resistencia de la unión de cada recubrimiento se calcularon a partir de las tres pruebas de extracción realizadas. En la Tabla 4 se puede ver que el recubrimiento epoxi es el más grueso (396 μm) y el esmalte T-001 es el más delgado (230 μm). La intensidad de los tres recubrimientos es de alrededor de 1 μm, lo que indica superficies suaves en todas las muestras.
Al finalizar las pruebas de extracción, las superficies de la fractura de la plataforma y el sustrato se muestran en la Figura 4. En una prueba de adherencia de extracción, cuatro modos de falla posibles incluyen: (1) ruptura de la adhesión entre el recubrimiento y su sustrato de acero, (2 ) rotura de cohesión dentro de la capa de recubrimiento, (3) rotura de pegamento y (4) rotura mixta o una combinación de las roturas anteriores en múltiples ubicaciones.17
Los recubrimientos de esmalte tienen un modo de falla mixta que implica una ruptura dentro del recubrimiento (ruptura cohesiva) y una ruptura en el pegamento que se usa para unir la plataforma al espécimen. El recubrimiento epoxi también tiene un modo de falla mixta que implica una ruptura dentro del recubrimiento (rotura cohesiva), una ruptura entre el recubrimiento y el sustrato de acero (rotura de adhesivo), y una rotura de pegamento. No hay roturas adhesivas para los revestimientos de esmalte porque los puntos de anclaje en la interfaz aumentan la unión entre un revestimiento de esmalte y su sustrato de acero como se muestra en la Figura 3. Específicamente, el revestimiento de esmalte GP2118 tiene la mayor resistencia de unión con un valor promedio de 17.89 MPa. el recubrimiento epoxi tiene la menor resistencia de adhesión de 8.01 MPa, y el recubrimiento de esmalte T-001 tiene una resistencia de adhesión de 16.85 MPa.
Las figuras 5 (a) y (b) representan las morfologías de la superficie de fractura magnificada como se muestra en las figuras 4 (a2) y (b2), respectivamente. Cuando se retiró la plataforma del espécimen recubierto en ángulo recto, se inició un resquebrajamiento y se proyectó una gran cantidad de burbujas con burbujas en la carga increible de carga. LAS FIGURAS 6 (a) y (b) muestran IMAGENES SEM PARA LOS CUMPLIMIENTO DE LAS SECCIONES DE LAS PRUEBAS DE ENSAYO DE LOS FIGUROS 4 (a2) y (b2), resusiblemente. LA FRECUENCIA SUPERFICIE DE LAS ESPECIFICACIONES YA LAS ENFERMEDADES MÁS PEQUEÑAS CON EL MÍNIMO DE LOS RECURSOS DE COMUNICACIÓN DE APRENDIZAJE DE APROXIMADAMENTE 70 μM y 40 μM Para GP2118 y T-001 EnaMElS, RESEÑADAMENTE. En conjunto, en su lugar, en su lugar, en su lugar, en su lugar, en su lugar, en su lugar. ENFERMEDAD DE CARACTERÍSTICAS ESTÁNDICAMENTE ESTÁ COMPRENDIENDO CON EL CRECIMIENTO DE LAS PARTICIPACIONES EPITÁTICAS EN LA ENTIDAD QUE DURANTE LA REPARACIÓN QUÍMICA EN EL PROCEDIMIENTO DE FIJACIÓN.16