Introducción
Introducción
Los tubos de caldera son tubos sin costura fabricados en acero al carbono o acero aleado. Se utilizan ampliamente en calderas de vapor y para la generación de energía.
En plantas de combustibles fósiles, plantas de procesamiento industrial, centrales eléctricas, etc. Los tubos de caldera pueden ser de media presión o de alta presión.
Tipos de tubos de caldera

Tubos/tuberías de acero para calderas ASTM A179Tubos de acero sin costura para calderas ASTM A192

Tubos de acero para calderas de alta presión Tubos de acero para calderas de baja presión
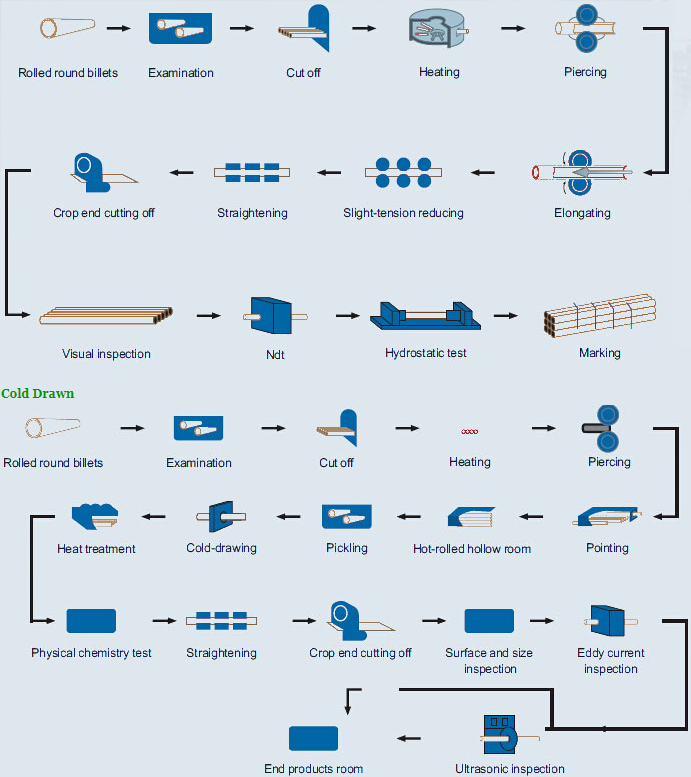
Métodos de fabricación
El método de fabricación de tubos de acero para calderas de media y alta presión es el mismo que el de los tubos de acero sin costura, pero hay algunos procesos de fabricación clave que deben tenerse en cuenta.
Embutido fino, superficie brillante, laminado en caliente, estirado en frío, expansión térmica.
Aplicación: Se utiliza principalmente para fabricar tubos de caldera de acero de aleación de alta calidad, tuberías sobrecalentadas, tuberías de vapor, tubos de agua hirviendo, tuberías con intercambio de calor y tuberías de vapor de alta presión para la industria petrolera y química.
Grado principal: Grado de tubería de aleación de alta calidad: P1, P2, P5, P9, P11, P22, P91, P92, etc.
Estándar: ASTM A192 ASTM A179 ASTM A209 ASTM A210; JIS G3461 JIS G3462 JIS3463 DIN17175 EN 10216-2; A213 T5, T9, T11, T22, T91

Especificación
|
Tamaño
|
Espesor de la pared (mm)
|
|
Diámetro exterior (mm)
|
2
|
2.5
|
3
|
3.5
|
4
|
4.5
|
5
|
6
|
6.5-7
|
7.5-8
|
8.5-9
|
9.5-10
|
11
|
12
|
|
Φ25-Φ28
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
|
Φ32
|
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
Φ34-Φ36
|
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
Φ38
|
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
Φ40
|
|
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
Φ42
|
|
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
Φ45
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
Φ48-Φ60
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
Φ63.5
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
Φ68-Φ73
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
Φ76
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ80
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ83
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ89
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ95
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ102
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ108
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ114
|
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ121
|
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ127
|
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
Métodos de tratamiento térmico aplicados en las tuberías de las calderas.
El tratamiento térmico es un método para modificar las propiedades físicas de las tuberías de calderas de alta presión mediante calentamiento y enfriamiento. Este tratamiento puede mejorar la microestructura de las tuberías para calderas de alta presión, cumpliendo así los requisitos físicos requeridos. Mediante el tratamiento térmico se obtienen tenacidad, dureza y resistencia al desgaste. Para obtener estas características, es necesario aplicar temple, recocido, revenido y endurecimiento superficial.
Temple
El temple, también llamado revenido, consiste en calentar uniformemente las tuberías de calderas de alta presión a la temperatura adecuada y luego sumergirlas rápidamente en agua o aceite para enfriarlas rápidamente, y luego enfriarlas al aire o en una zona de congelación. De esta manera, las tuberías de calderas de alta presión alcanzan la dureza requerida.
El revenido
de las tuberías de calderas de alta presión se vuelve quebradizo después del temple. La tensión causada por el revenido puede provocar que se rompan. El revenido puede eliminar la fragilidad. Aunque la dureza de las tuberías de calderas de alta presión se reduce ligeramente, se puede aumentar su tenacidad para reducir la fragilidad.
Recocido
El recocido es el método para eliminar la tensión interna de las tuberías de calderas de alta presión. Este método consiste en calentar las piezas de acero a la temperatura crítica, sumergirlas en ceniza seca, cal, amianto o encerrarlas en un horno y dejarlas enfriar lentamente.
Este método básico para la eliminación de óxido...
Limpieza
El uso de disolventes y emulsiones para limpiar la superficie de las tuberías de calderas de alta presión permite eliminar aceite, grasa, polvo, lubricante y materia orgánica similar. Sin embargo, no elimina polvo, óxido, restos de soldadura, etc. Por lo tanto, se utiliza únicamente como método complementario en la producción anticorrosiva.
La eliminación de óxido con herramientas se realiza principalmente con cepillos de alambre y otras herramientas para pulir la superficie de las tuberías de calderas de alta presión. Permite eliminar la película de óxido suelta o deformada, el óxido, la escoria de soldadura, etc. Las herramientas manuales alcanzan el nivel SA2 y las eléctricas el SA3. Si la capa de óxido de hierro se adhiere a la superficie, no se puede alcanzar la profundidad de anclaje requerida por la estructura anticorrosiva.
Limpieza con ácido
Las tuberías de calderas de alta presión generalmente adoptan métodos químicos y electrolíticos para realizar el tratamiento de decapado.
Eliminación de óxido por aspersión. La eliminación de óxido por aspersión no solo elimina completamente el óxido, el óxido y la suciedad, sino que también permite que las tuberías de calderas de alta presión alcancen la rugosidad uniforme requerida bajo la acción del impacto abrasivo y la fuerza de fricción. Además, aumenta la adsorción física en la superficie de las tuberías de calderas de alta presión y mejora la adhesión mecánica entre la capa anticorrosiva y la superficie de la tubería. Por lo tanto, la eliminación de óxido por aspersión es el método ideal para eliminar la corrosión en tuberías.
Prueba
Las tuberías de acero deben probarse hidráulicamente una por una. La presión máxima de prueba es de 20 MPa. Bajo esta presión, el tiempo de estabilización no debe ser inferior a 10 s y la tubería de acero no debe presentar fugas.
Después de que el usuario esté de acuerdo, la prueba hidráulica puede reemplazarse por una prueba de corrientes de Foucault o una prueba de fuga de flujo magnético.
Prueba no destructiva:
Las tuberías que requieren mayor inspección deben inspeccionarse mediante ultrasonidos una por una. Tras la negociación, si se requiere el consentimiento de las partes y se especifica en el contrato, se pueden añadir otras pruebas no destructivas.
Prueba de aplanamiento:
Los tubos con un diámetro exterior superior a 22 mm se someterán a una prueba de aplanamiento. No se observarán delaminación, manchas blancas ni impurezas visibles durante todo el experimento.
Prueba de dureza:
Para tuberías de los grados P91, P92, P122 y P911, se realizarán pruebas de dureza Brinell, Vickers o Rockwell en una muestra de cada lote.
Prueba de flexión:
Las tuberías con un diámetro superior a NPS 25 y una relación diámetro/espesor de pared igual o inferior a 7,0 se someterán a la prueba de flexión en lugar de la prueba de aplanamiento. Otras tuberías con un diámetro igual o superior a NPS 10 podrán someterse a la prueba de flexión en lugar de la prueba de aplanamiento, con la aprobación del comprador.
Nuestra fábrica

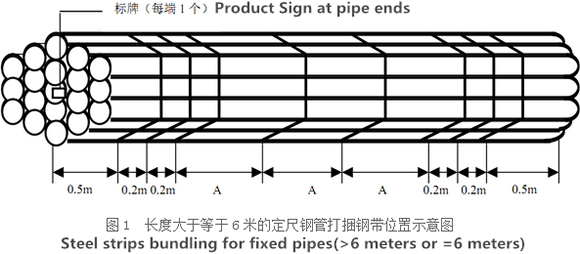
Embalaje
Probablemente existen cientos de métodos diferentes para embalar una tubería, y la mayoría de ellos tienen mérito, pero hay dos principios que son vitales para que cualquier método funcione: prevenir la oxidación y la seguridad del transporte marítimo. Nuestro embalaje puede satisfacer cualquier necesidad de los clientes.
 w
w
-
Tapas de plástico tapadas en los dos lados de los extremos de las tuberías
-
Se deben evitar los daños causados por el flejado de acero y el transporte.
-
Los carteles agrupados deben ser uniformes y consistentes
-
El mismo paquete (lote) de tubos de acero debe provenir del mismo horno.
-
La tubería de acero tiene el mismo número de horno, el mismo grado de acero, las mismas especificaciones.