Introduction _
Introduction _
Les tubes de chaudière sont des tubes sans soudure et sont fabriqués en acier au carbone ou en acier allié. Ils sont largement utilisés dans les chaudières à vapeur, pour la production d'électricité,
dans les usines à combustibles fossiles, les usines de transformation industrielle, les centrales électriques, etc. Les tubes de chaudière peuvent être soit des tuyaux de chaudière moyenne pression, soit des tuyaux de chaudière haute pression.
Types de tubes de chaudière

Tuyaux/tubes en acier pour chaudière ASTM A179 Tuyaux en acier sans soudure pour chaudière ASTM A192

Tuyaux en acier pour chaudière à haute pression Tubes en acier pour chaudière à basse pression
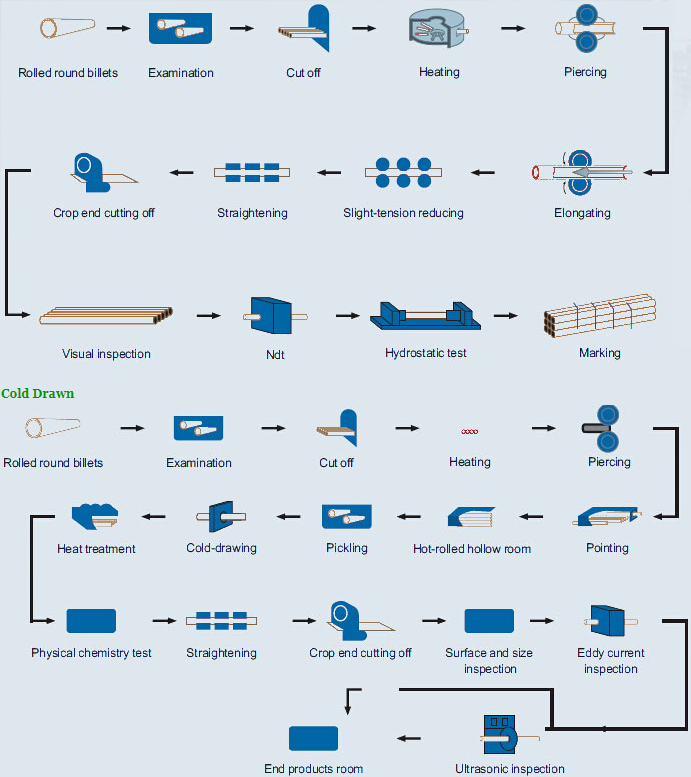
Méthodes de fabrication
La méthode de fabrication des tuyaux en acier pour chaudières à moyenne et haute pression est la même que celle des tuyaux en acier sans soudure, mais il convient de noter certains processus de fabrication clés.
Étirage fin, surface brillante, laminage à chaud, étiré à froid, dilatation thermique
Application : il est principalement utilisé pour fabriquer des tuyaux de chaudière en acier allié de haute qualité, des pipelines surchauffés, des pipelines de vapeur, des tubes d'eau bouillante, des tuyaux à échange de chaleur, des tuyaux de vapeur à haute pression pour l'industrie pétrolière et chimique.
Catégorie principale : catégorie de tuyau en alliage de haute qualité : P1, P2, P5, P9, P11, P22, P91, P92, etc.
Norme : ASTM A192 ASTM A179 ASTM A209 ASTM A210 ; JIS G3461 JIS G3462 JIS3463 DIN17175 EN 10216-2 ; A213 T5, T9, T11, T22, T91

spécification
|
Taille
|
Épaisseur de paroi (mm)
|
|
Diamètre extérieur (mm)
|
2
|
2.5
|
3
|
3.5
|
4
|
4.5
|
5
|
6
|
6.5-7
|
7,5-8
|
8,5-9
|
9,5-10
|
11
|
12
|
|
Φ25-Φ28
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
|
Φ32
|
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
Φ34-Φ36
|
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
Φ38
|
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
Φ40
|
|
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
Φ42
|
|
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
|
Φ45
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
|
Φ48-Φ60
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
|
Φ63,5
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
Φ68-Φ73
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
|
|
|
|
|
Φ76
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ80
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ83
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ89
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ95
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ102
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ108
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ114
|
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ121
|
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
|
Φ127
|
|
|
|
|
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
●
|
Méthodes de traitement thermique appliquées aux canalisations des chaudières
Le traitement thermique est une méthode permettant de modifier les propriétés physiques des tuyaux de chaudière à haute pression par chauffage et refroidissement. Le traitement thermique peut améliorer la microstructure des tuyaux de chaudière à haute pression, afin de répondre aux exigences physiques requises. La ténacité, la dureté et la résistance à l'usure sont obtenues par traitement thermique. Afin d'obtenir ces caractéristiques, il est nécessaire d'adopter une trempe, un recuit, un revenu et un durcissement superficiel.
Trempe
Le durcissement, également appelé trempe, consiste dans le fait que le tuyau de chaudière à haute pression est chauffé uniformément à la température appropriée, puis immergé rapidement dans l'eau ou l'huile pour un refroidissement rapide et un refroidissement à l'air ou dans la zone de congélation. Pour que le tuyau de la chaudière haute pression puisse obtenir la dureté requise.
Le
tuyau de chaudière à haute pression deviendra cassant après durcissement. Et la contrainte causée par la trempe peut rendre le tuyau de la chaudière haute pression taraudé et cassé. La méthode de trempe peut être utilisée pour éliminer la fragilité. Bien que la dureté du tuyau de chaudière à haute pression soit plus légère, sa ténacité peut être augmentée pour réduire la fragilité.
Recuit
Le recuit est la méthode permettant d'éliminer les contraintes internes des tuyaux de chaudière à haute pression. La méthode de recuit consiste à chauffer les pièces en acier à la température critique, puis à les mettre dans des cendres sèches, de la chaux, de l'amiante ou à les fermer dans le four, puis à les laisser refroidir lentement.
La méthode de base pour éliminer la rouille
Nettoyage
Utiliser le solvant et l'émulsion pour nettoyer la surface du tuyau de chaudière à haute pression, afin d'atteindre l'objectif d'éliminer l'huile, la graisse, la poussière, le lubrifiant et les matières organiques similaires. Mais il ne peut pas éliminer la poussière, la peau oxydée, les médicaments de soudage, etc. Il ne s'agit donc que d'une méthode supplémentaire dans la production anticorrosion.
Outil L'élimination de la rouille des outils utilise principalement une brosse métallique et d'autres outils pour meuler la surface du tuyau de la chaudière à haute pression. Il peut éliminer le relâchement ou la déformation de la peau d'oxyde, la rouille, les scories de soudage, etc. L'outil manuel peut atteindre le niveau SA2, l'outil électrique peut atteindre le niveau SA3. Si la calamine d'oxyde de fer adhère à la surface, elle ne peut pas atteindre la profondeur d'ancrage requise par la construction anticorrosion.
Nettoyage acide
Les tuyaux de chaudière à haute pression adoptent généralement des méthodes chimiques et électrolytiques pour effectuer le traitement de décapage.
Élimination de la rouille par pulvérisation L'élimination de la rouille par pulvérisation peut non seulement éliminer complètement la rouille, l'oxyde et la saleté, mais également les tuyaux de chaudière à haute pression peuvent atteindre la rugosité uniforme requise sous l'action de l'impact abrasif et de la force de friction. L'élimination de la rouille par pulvérisation peut non seulement augmenter l'adsorption physique sur la surface du tuyau de chaudière à haute pression, mais également améliorer l'adhérence mécanique entre la couche anticorrosion et la surface du tuyau. L’élimination de la rouille par pulvérisation est donc la méthode idéale pour éliminer la rouille en cas de corrosion des pipelines.
Test
Les tuyaux en acier doivent être testés hydrauliquement un par un. La pression d'essai maximale est de 20 MPa. Sous la pression d'essai, le temps de stabilisation ne doit pas être inférieur à 10 S et le tuyau en acier ne doit pas fuir.
Après l'accord de l'utilisateur, le test hydraulique peut être remplacé par un test par courants de Foucault ou un test de fuite de flux magnétique.
Essai non destructif:
Les tuyaux qui nécessitent une inspection plus approfondie doivent être inspectés par ultrasons un par un. Une fois que la négociation nécessite le consentement de la partie et est spécifiée dans le contrat, d'autres tests non destructifs peuvent être ajoutés.
Test d'aplatissement :
Les tubes d'un diamètre extérieur supérieur à 22 mm doivent être soumis à un essai d'aplatissement. Aucune délamination visible, aucune tache blanche ou impureté ne doit se produire pendant toute l’expérience.
Test de duretée:
Pour les tuyaux des qualités P91, P92, P122 et P911, les essais de dureté Brinell, Vickers ou Rockwell doivent être effectués sur un échantillon de chaque lot.
Essai de pliage :
Pour les tuyaux dont le diamètre dépasse NPS 25 et dont le rapport diamètre/épaisseur de paroi est de 7,0 ou moins doivent être soumis à l’essai de pliage au lieu de l’essai d’aplatissement. Les autres tuyaux dont le diamètre est égal ou supérieur à NPS 10 peuvent être soumis à l'essai de pliage à la place de l'essai d'aplatissement, sous réserve de l'approbation de l'acheteur.
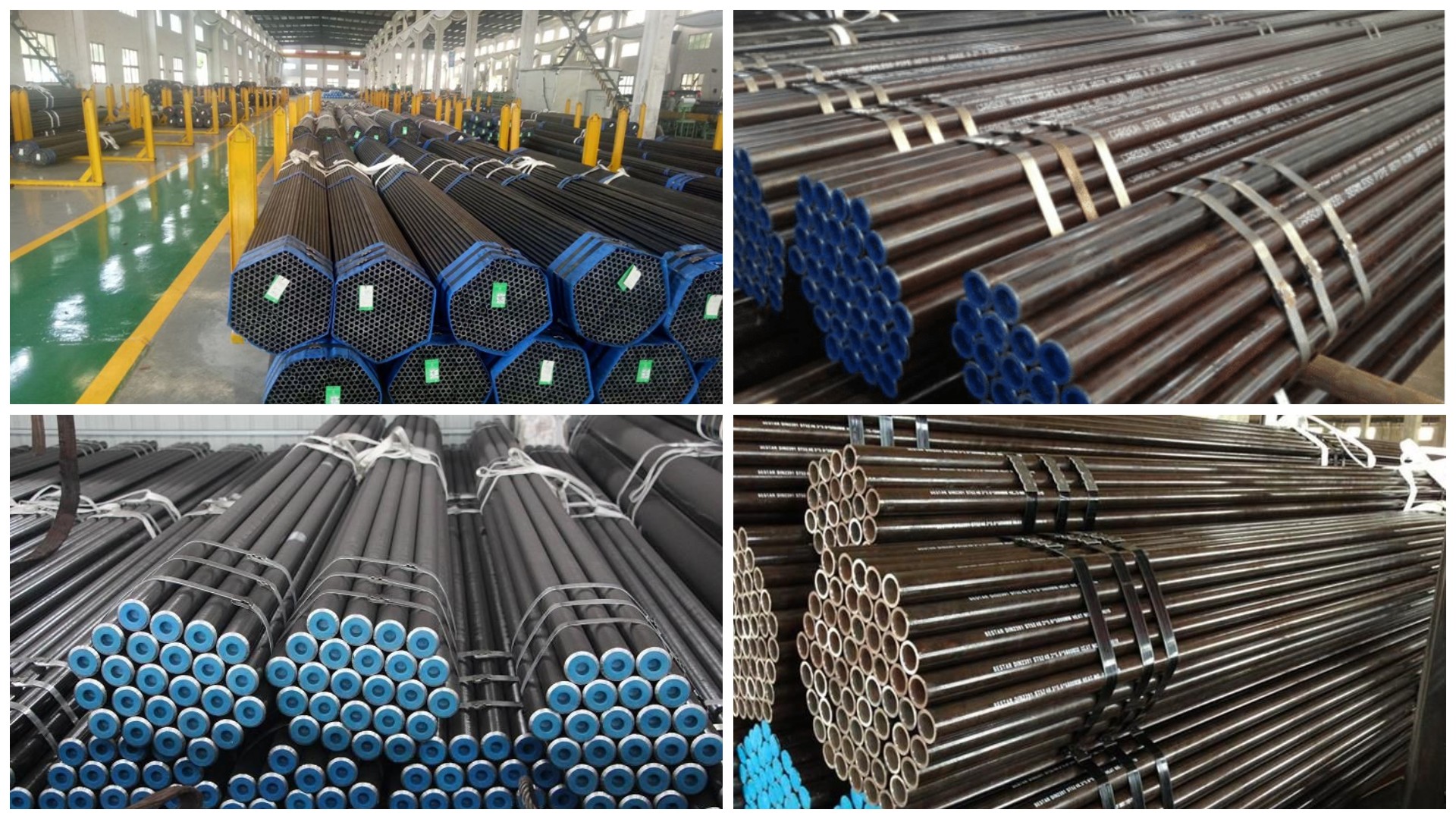
Notre usine
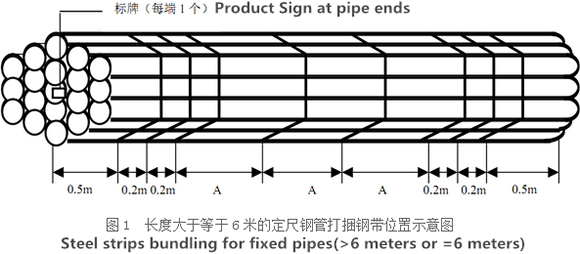
Emballage
Il existe probablement des centaines de méthodes différentes pour emballer un tuyau, et la plupart d'entre elles ont du mérite, mais il existe deux principes qui sont essentiels pour toute méthode de travail visant à prévenir la rouille et à assurer la sécurité du transport maritime. Notre emballage peut répondre à tous les besoins des clients.
 w
w
-
Bouchons en plastique bouchés des deux côtés des extrémités des tuyaux
-
Doit être évité par le cerclage en acier et les dommages dus au transport
-
Les panneaux regroupés doivent être uniformes et cohérents
-
Le même paquet (lot) de tuyaux en acier doit provenir du même four.
-
Le tube en acier a le même numéro de four, la même qualité d'acier, les mêmes spécifications.