



| Product: | Seamless Stainless Steel Pipe, Stainless Steel Seamless Pipe |
| Size: | OD: 3-2500 mm |
| WT: 1.0-150 mm | |
| LENGTH: 5.8/6/11.8/12m | |
| Pipe Standard: | ASTM A213, ASTM A312, ASTM A269, ASTM A778, ASTM A789 |
| DIN 17456,DIN 17457,DIN | |
| EN 10216, BS 3605, JIS 3459, JIS3463, GOS T9941 | |
| Material: | 304/L,316/L,201,202,301,347/H,316Ti,309s,310s |
| Process: | Cold drawn, Cold rolled, Precision Rolled |
| Finish: | Annealed & pickled, bright annealing, polished |
 Introduction
Introduction
Stainless steel seamless pipe is manufactured from a solid billet and machining the center and outside of the billet, to form a pipe to standard specifications.
Stainless steel pipe is primarily used in piping systems for the transport of fluids or gases. Stainless steel pipe resists oxidation, making it a low-maintenance solution that is suitable for high temperature and chemical applications. Because it is easily cleaned and sanitized, stainless steel pipe is also desired for applications involving food, beverages, and pharmaceutical applications.
|
Product |
Stainless Steel Seamless Pipe, SS SMLS Pipe |
|
Size |
OD: 6mm to 710mm |
|
WT: 0.6mm - 48mm |
|
|
LENGTH: 5.8/6/11.8/12m |
|
|
Standard |
ASTM A213, ASTM A312, ASTM A269, ASTM A778, ASTM A789 |
|
DIN 17456,DIN 17457 |
|
|
EN 10216, BS 3605, JIS 3459, JIS3463 |
|
|
Material |
304,304/L,304H,310/S,310H,316,316L,321,321H ,309,2205,2507,32760,904L,S31254,253MA |
|
Process |
Cold drawn, Cold rolled, Precision Rolled |
|
Finish |
Annealed & pickled, bright annealing, polished |
Specification
|
ASTM A213 |
Standard Specification for Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger Tubes (1/8”-5”) |
|
ASTM A312 |
Standard Specification for Seamless and Welded Austenitic Stainless Steel Pipes |
|
ASTM A269 |
Standard Specification for Seamless and Welded Austenitic Stainless Steel Tubing for General Service |
|
ASTM A268 |
Standard Specification for Seamless and Welded Ferritic and Martensitic Stainless Steel Tubing for General Service |
|
ASTM A270 |
Standard Specification for Seamless and Welded Austenitic Stainless Steel Sanitary Tubing |
|
ASTM A249 |
Standard Specification for Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser Tubes |
|
ASTM A376 |
Standard Specification for Seamless Austenitic Steel Pipe for High-Temperature Central-Station Service |
|
ASTM A632 |
Specification for Seamless and Welded Austenitic Stainless Steel Tubing (Small-Diameter) for General Service |
|
ASTM A789 |
Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel Tubing for General Service |
|
ASTM A1016/A1016M |
Standard Specification for General Requirements for Ferritic Alloy Steel, Austenitic Alloy Steel, and Stainless Steel Tubes |
Stainless steel seamless pipe Chemical Component
Type
Grade
Grade
Chemical Component %
C
Cr
Ni
Mn
P
S
Mo
Si
Cu
N
Other
Austenitic
201
SUS201
≤0.15
16.00-18.00
3.50-5.50
5.50-7.50
≤0.060
≤0.030
-
≤1.00
-
≤0.25
-
304
1.4301
≤0.07
17.00-19.00
8.00-10.00
≤2.00
≤0.045
≤0.030
-
≤1.00
-
-
-
304L
1.4307
≤0.030
18.00-20.00
8.00-10.00
≤2.00
≤0.045
≤0.030
-
≤1.00
-
-
-
304H
1.4948
0.04-0.10
18.00-20.00
8.00-10.00
≤2.00
≤0.045
≤0.030
-
≤1.00
-
-
-
309
1.4828
≤0.20
22.00-24.00
12.00-15.00
≤2.00
≤0.045
≤0.030
-
≤1.00
-
-
-
309S
*
≤0.08
22.00-24.00
12.00-15.00
≤2.00
≤0.045
≤0.030
-
≤1.00
-
-
-
310
1.4842
≤0.25
24.00-26.00
19.00-22.00
≤2.00
≤0.045
≤0.030
-
≤1.50
-
-
-
310S
*
≤0.08
24.00-26.00
19.00-22.00
≤2.00
≤0.045
≤0.030
-
≤1.50
-
-
-
314
1.4841
≤0.25
23.00-26.00
19.00-22.00
≤2.00
≤0.045
≤0.030
-
1.50-3.00
-
-
-
316
1.4401
≤0.08
16.00-18.50
10.00-14.00
≤2.00
≤0.045
≤0.030
2.00-3.00
≤1.00
-
-
-
316L
1.4404
≤0.030
16.00-18.00
10.00-14.00
≤2.00
≤0.045
≤0.030
2.00-3.00
≤1.00
-
-
-
316Ti
1.4571
≤0.08
16.00-18.00
10.00-14.00
≤2.00
≤0.045
≤0.030
2.00-3.00
≤1.00
-
0.1
Ti5(C+N)~0.70
317
*
≤0.08
18.00-20.00
11.00-15.00
≤2.00
≤0.045
≤0.030
3.00-4.00
≤1.00
-
0.1
-
317L
1.4438
≤0.03
18.00-20.00
11.00-15.00
≤2.00
≤0.045
≤0.030
3.00-4.00
≤1.00
-
0.1
-
321
1.4541
≤0.08
17.00-19.00
9.00-12.00
≤2.00
≤0.045
≤0.030
-
≤1.00
-
-
Ti5(C+N)~0.70
321H
*
0.04-0.10
17.00-19.00
9.00-12.00
≤2.00
≤0.045
≤0.030
-
≤1.00
-
-
Ti5(C+N)~0.70
347
1.4550
≤0.08
17.00-19.00
9.00-12.00
≤2.00
≤0.045
≤0.030
-
≤1.00
-
-
Nb≥10*C%-1.10
347H
1.494
0.04-0.10
17.00-19.00
9.00-12.00
≤2.00
≤0.045
≤0.030
-
≤1.00
-
-
Nb≥10*C%-1.10
xm-19
Nitronic50
≤0.06
20.50-23.50
11.50-13.50
4.0-6.0
≤0.045
≤0.030
1.50-3.00
≤1.00
-
0.2-0.4
Nb:0.10-0.30 V:0.10-0.30
904L
N08904
≤0.02
19.0-23.0
23.0-28.0
4.0-5.0
≤0.045
≤0.035
≤1.00
0.1
Cu:1.0-2.0
Duplex
2205
S32205
≤0.03
22.0-23.0
4.5-6.5
≤2.00
≤0.030
≤0.020
3.0-3.5
≤1.00
-
0.14-0.20
2507
S32750
≤0.03
24.0-26.0
6.0-8.0
≤1.20
≤0.035
≤0.020
3.0-5.0
≤0.80
0.5
0.24-0.32
*
S32760
≤0.03
24.0-26.0
6.0-8.0
≤1.00
≤0.030
≤0.010
3.0-4.0
≤1.00
0.5-1.00
0.2-0.3
2304
S32304
≤0.03
21.5-24.5
3.0-5.5
≤2.50
≤0.040
≤0.030
0.05-0.6
≤1.00
0.05-0.6
0.05-0.2
329
1.4460
≤0.08
23.00-28.00
2.00-5.00
≤1.00
≤0.040
≤0.030
1.00-2.00
≤0.75
-
-
Ferrite
409
S40900
≤0.03
10.50-11.70
0.5
≤1.00
≤0.040
≤0.020
-
≤1.00
-
≤0.030
Ti6(C+N)~0.50 Nb:0.17
430
1Cr17
≤0.12
16.00-18.00
-
≤1.0
≤0.040
≤0.030
-
≤1.0
-
-
-
446
S44600
≤0.20
23.00-27.00
0.75
≤1.5
≤0.040
≤0.030
1.50-2.50
≤1.00
-
≤0.25
-
Martensite
410
1Cr13
0.08-0.15
11.50-13.50
0.75
≤1.00
≤0.040
≤0.030
-
≤1.00
-
-
-
420
2Cr13
≥0.15
12.00-14.00
-
≤1.00
≤0.040
≤0.030
-
≤1.00
-
-
-
440C
11Cr17
0.95-1.20
16.00-18.00
-
≤1.00
≤0.040
≤0.030
0.75
≤1.00
-
-
-
PH
630
17-4PH
≤0.07
15.00-17.50
3.00-5.00
≤1.00
≤0.035
≤0.030
-
≤1.00
3.00-5.00
-
Nb 0.15-0.45
631
17-7PH
≤0.09
16.00-18.00
6.50-7.50
≤1.00
≤0.035
≤0.030
-
≤1.00
≤0.50
-
Al 0.75-1.50
632
15-5PH
≤0.09
14.00-16.00
3.50-5.50
≤1.00
≤0.040
≤0.030
2.00-3.00
≤1.00
2.5-4.5
-
Al 0.75-1.50
Grade
Tensile Strength
Yeild Point
EL. Min(%)
Rockwell
Min(Mpa)
Min(Mpa)
Max
TP 304
515
205
35
90
TP 304H
550
240
35
90
TP 304L
485
170
35
90
TP 309S
515
205
35
90
TP 310S
515
205
35
90
TP 316
515
205
35
90
TP 316L
485
170
35
90
TP 316Ti
515
205
35
90
TP 317
515
205
35
90
TP 321
515
205
35
90
TP 321H
515
205
35
90
TP 347
515
205
35
90
TP 347H
515
205
35
90
Value-added services
BEVELING
Beveling Stainless Steel tubes contain one end angled, so that it mates with a complementary tube end. Tubes can be beveled for certain applications in order to make welding of stainless steel tubes easier, which saves weld prep time and money compared to hand cutting.
HEAT TREATING & ANNEALING
Eastern Steel can heat treat some 400 series stainless steel seamless tube. Heat treating realizes stress as a result of hardening, depending upon the chemistry of the metal being treated. Heat treating is also used for tempering, quenching, normalizing, and solution annealing.
HONING & TURNING
During the honing/turning process, an abrasive rotating tool removes metal from the interior surface of a cylinder, pipe, or tube. The main purpose of honing is to finish the surface to a particular diameter and/or desired cylindrical geometric design. Honing is typically a secondary machining operation that completes a produce/part, relieves stress created during production, or corrects features of the finished product. A typical production cycle is to drill, ream, heat treat, then hone.
POLISHING
POSITIVE MATERIAL IDENTIFICATION (PMI)
In some cases, it may be necessary to complete additional positive material identification testing. Eastern Steel can complete this testing in house or we can work with an independent laboratory to complete the testing. Please contact us for specific requirements.
UT TESTING
Ultrasonic Testing (UT) utilizes sound energy at high frequencies, in order to provide examinations and measurements of the stainless steel product. This aids in flaw detection/evaluation, dimensional measurements, etc.
Our factory

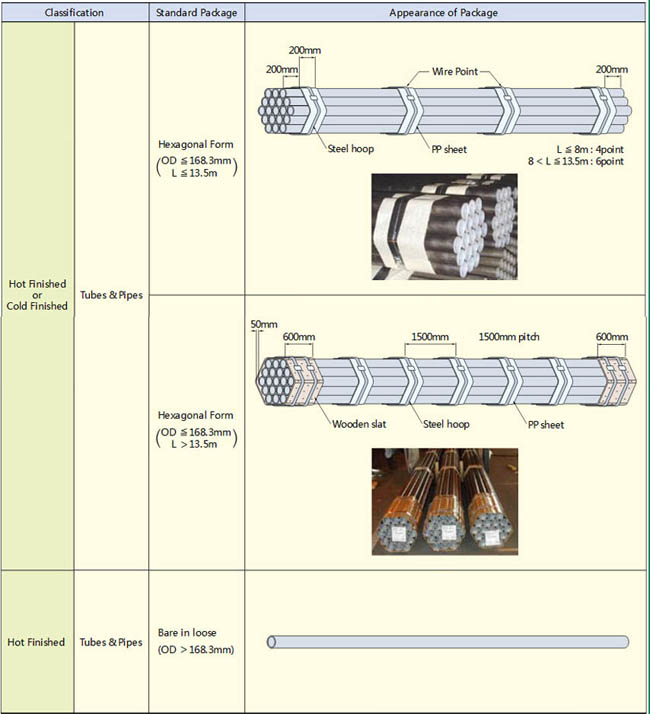
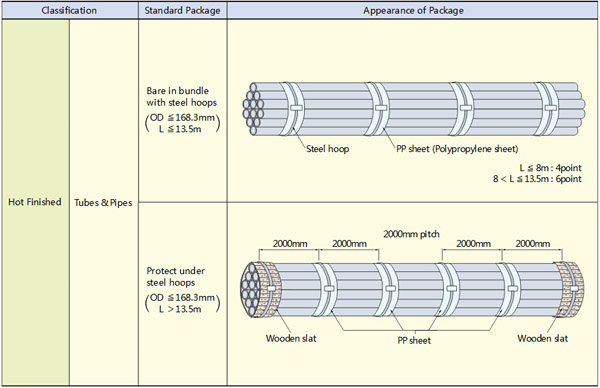
Packing
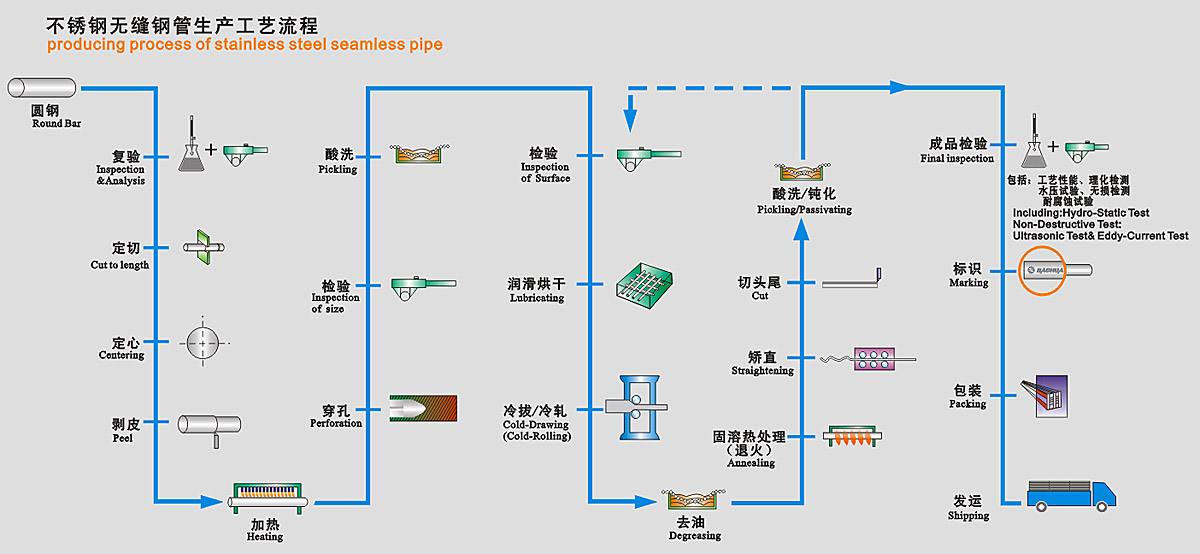
Manufacture Process
 Equipment
Equipment









If you have any inquiries and questions, please contact United Steel Industry Co.,Ltd
at any time. Thanks in advance. Welcome! Email :Sales@united-steel.com


